1 / 5
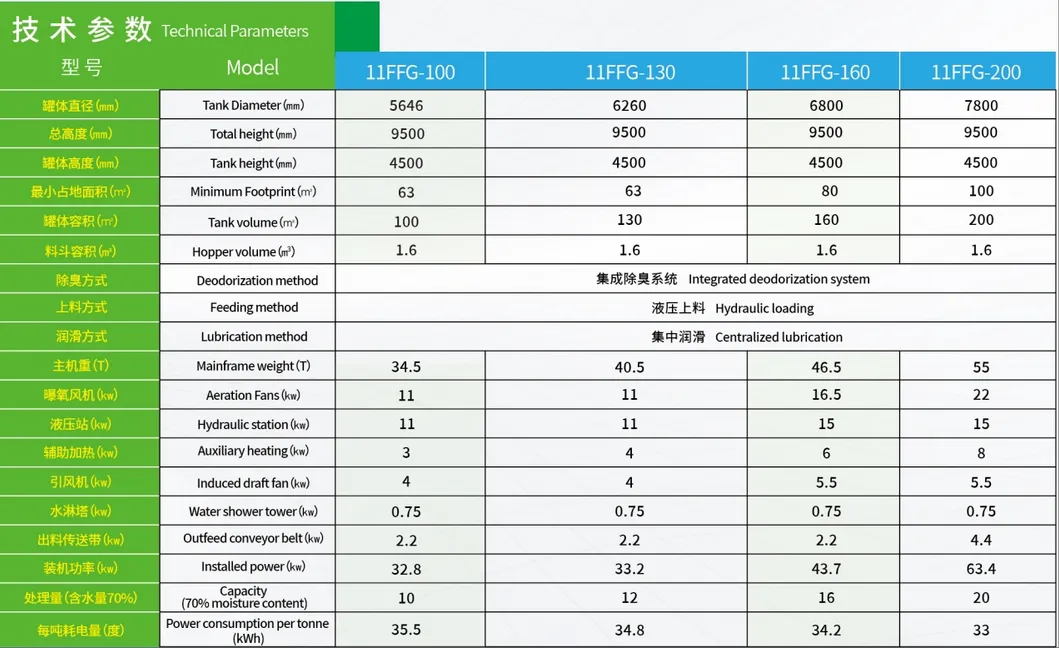
Introducing our groundbreaking 2.0 version energy-saving fermentation tank - a marvel of innovation that utilizes four state-of-the-art technologies to achieve an impressive 40% reduction in energy consumption. For instance, when processing manure with a 75% water content, this advanced version cuts power usage from about 60 degrees to an astounding 35 degrees per ton, setting a new standard in eco-efficiency.

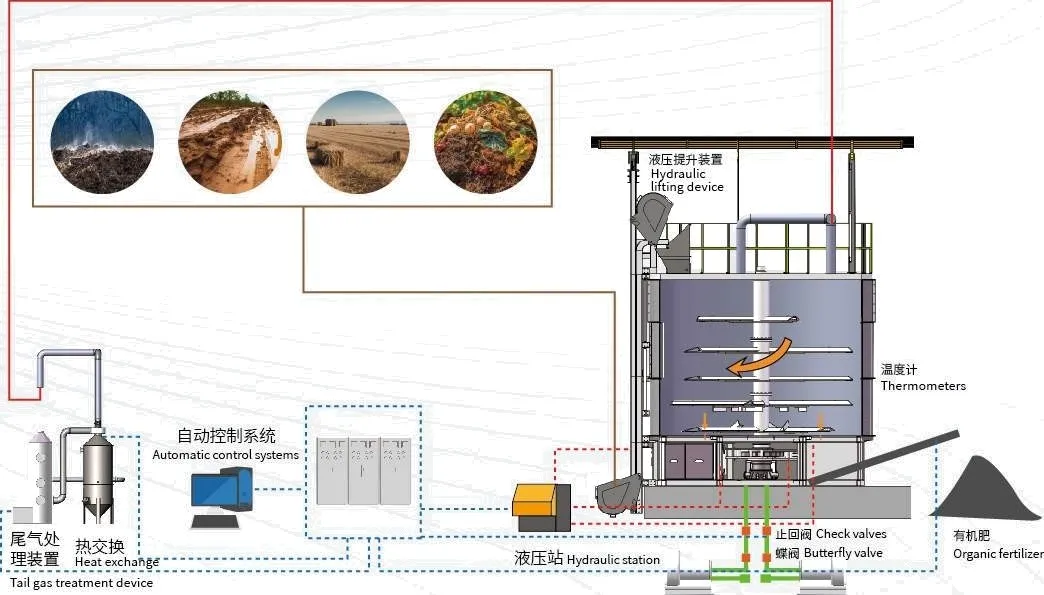
Equipment Introduction: This sophisticated equipment features a three-part structure. The tank's interior is lined with premium 304 stainless steel, preventing residue buildup. The core is filled with polyurethane foam for superior thermal insulation. Complementary equipment includes an automatic bucket elevator, a state-of-the-art exhaust gas filtering and deodorizing system, and an innovative heat exchange system.
Process Principle: Within a sealed warehouse, livestock and poultry manure undergoes aerobic fermentation at high temperatures (65-75°C). This process neutralizes odor and converts waste into environmentally friendly organic matter, eradicating pathogens and meeting NY52S-2021 quality standards.
High-temperature fermentation technology dramatically shortens processing time, reducing costs.
A mere 15 days is all it takes to complete a fermentation cycle with seamless daily input/output.
Real-time display and meticulous recording of process parameters empower precise control.
Requires just 70-105 square meters of space depending on the chosen model.
Biological deodorization equipment ensures emissions meet strict standards without secondary pollution.
PLC control allows a single operator to manage the entire process effortlessly.
Suitable for the harmless treatment and resource utilization of organic waste such as chicken manure, dry clean pig manure, solid-liquid separation solid manure, sludge, and kitchen waste.




Established in December 1998, our group stands as a beacon of innovation and excellence in animal husbandry and environmental protection. With a robust infrastructure comprising three advanced production parks, we are at the forefront of delivering quality solutions. Focusing on pivotal sectors like pasture management, environmental innovations, and comprehensive disinfection systems, our facility operates within an expansive 55,000 square meter area, committed to efficiency and innovation.