Basic Information
Automation
Fully Automatic
Fermentation Time
7-10 Days
Loading Method
Hydraulic Loading
Product Description
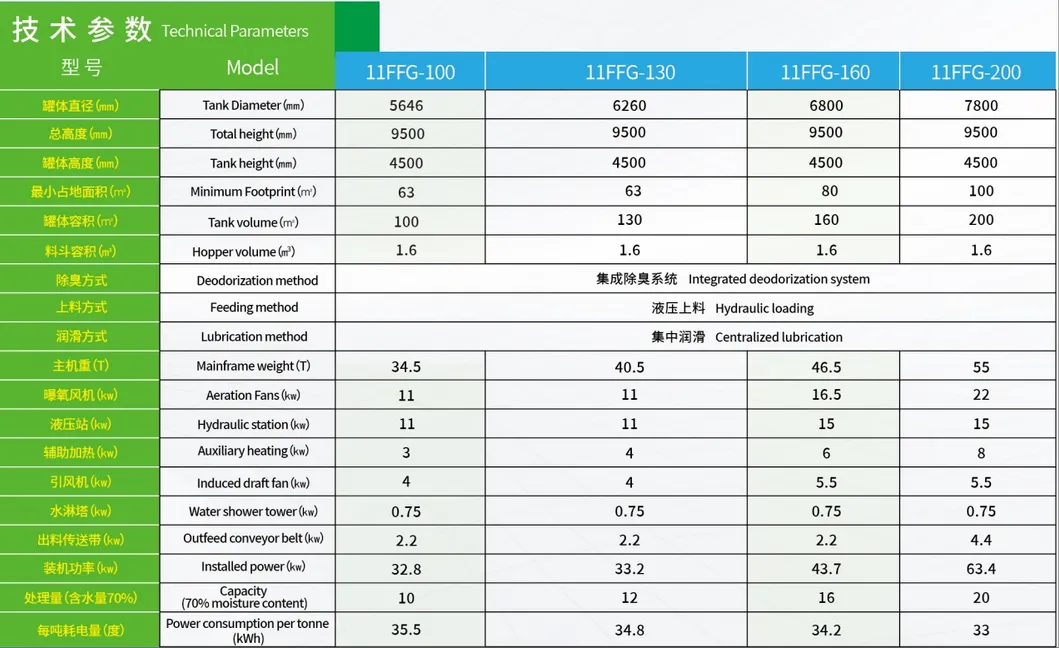
We've revolutionized manure treatment with our 2.0 Energy-Saving Fermentation Tank! Utilizing four cutting-edge energy-saving technologies, this tank slashes power consumption by an impressive 40%. For example, when processing manure with a water content of 75%, the power consumption per ton is dramatically reduced from around 60 kWh to merely 35 kWh, setting a new benchmark in efficiency.
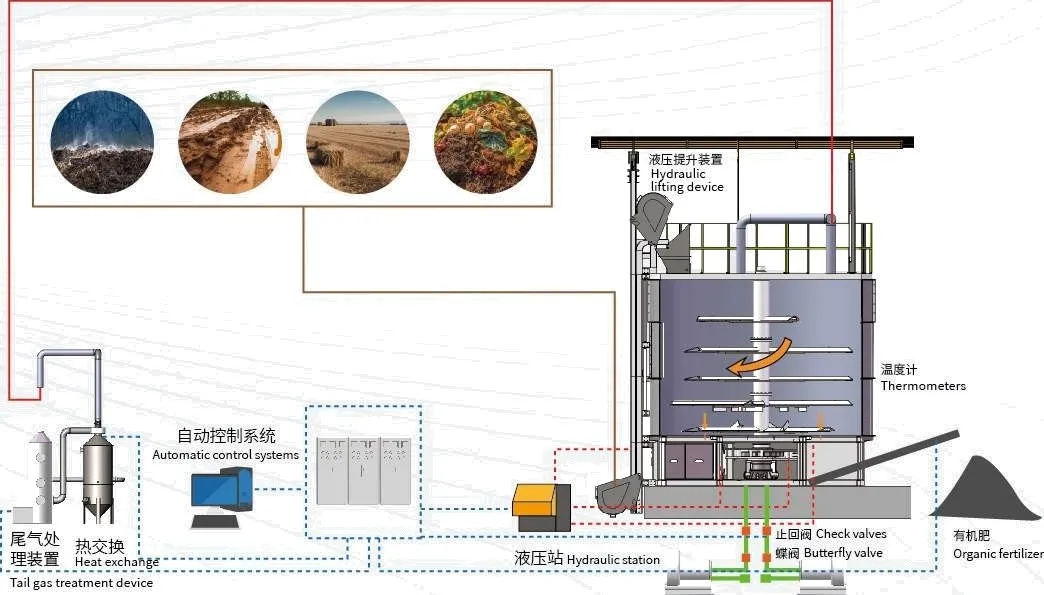
Equipment Introduction
Our Advanced Odor-Controlled Compost Machines boast a robust three-part structure. The base houses essential components like hydraulic stations and scroll air pumps. The middle features double-layer insulated tanks lined with 304 stainless steel and polyurethane foam for optimal thermal insulation. The complete system includes an automatic bucket elevator, an exhaust gas filtration and deodorization system, and a heat exchange system.
Process Principle
Utilizing high-temperature aerobic fermentation with intelligent microorganisms, this process rapidly breaks down manure odors and harmful substances. Reaching temperatures of 65-75°C, it effectively eliminates insect eggs and pathogenic bacteria, transforming waste into high-quality organic fertilizer meeting the NY52S-2021 standard.
Process Advantages
Low Operating Costs
High-temperature fermentation technology ensures swift treatment and significantly lower operational expenses.
Short Fermentation Cycle
Achieve resource utilization in about 15 days with continuous daily input and output capabilities.
Standardized Production
PLC control provides real-time display and recording of process parameters for precise production control.
Compact Footprint
Space-efficient design requires only 70-105 square meters per unit, depending on the model.
Environmental Compliance
Multi-layer biological deodorization ensures gas emissions meet standards without secondary pollution.
High Automation
A single operator can efficiently manage the entire fermentation process via integrated PLC systems.
Applications
Suitable for the harmless treatment and resource utilization of organic waste such as chicken manure and dry clean pig manure, setting a new standard for sustainable waste management.
Product Parameters & Main Series
Professional Standards
Founded in 1998, our group stands as a beacon of innovation in diverse industries including animal husbandry and environmental protection. We excel in crafting cutting-edge diagnostic preparations and pioneering biological solutions. With state-of-the-art production parks, we are committed to excellence and sustainability.
Our facilities focus on dynamic industrial sectors: innovative pasture solutions, advanced environmental protection, and cutting-edge disinfection technologies. Our dedicated team drives innovation and quality within a sprawling factory space.
Certifications & Shipping
Frequently Asked Questions
What fields is the high temperature aerobic fermentation tank mainly used in?
It is primarily used for livestock and poultry manure (pig/chicken/cow) composting, organic waste recycling (straw/garden waste), municipal sludge, and kitchen/vegetable waste.
What information is needed before ordering?
Please provide requirements for the overall treatment process, material quality reports, maximum treatment capacity needed, and the intended use of the final product.
How long is the typical lead time?
Generally, the lead time is approximately 20 days, depending on specific needs and the scale of the project.
Do you provide OEM services?
Yes, we provide high-quality OEM services along with customized product options for buyers.
What technical support is available?
We provide free technical support at any time and can assist in designing the entire treatment process for your specific project.
Is the equipment environmentally friendly?
Yes, the system includes integrated deodorization and filtration to ensure emissions meet standards without secondary pollution.