1 / 5
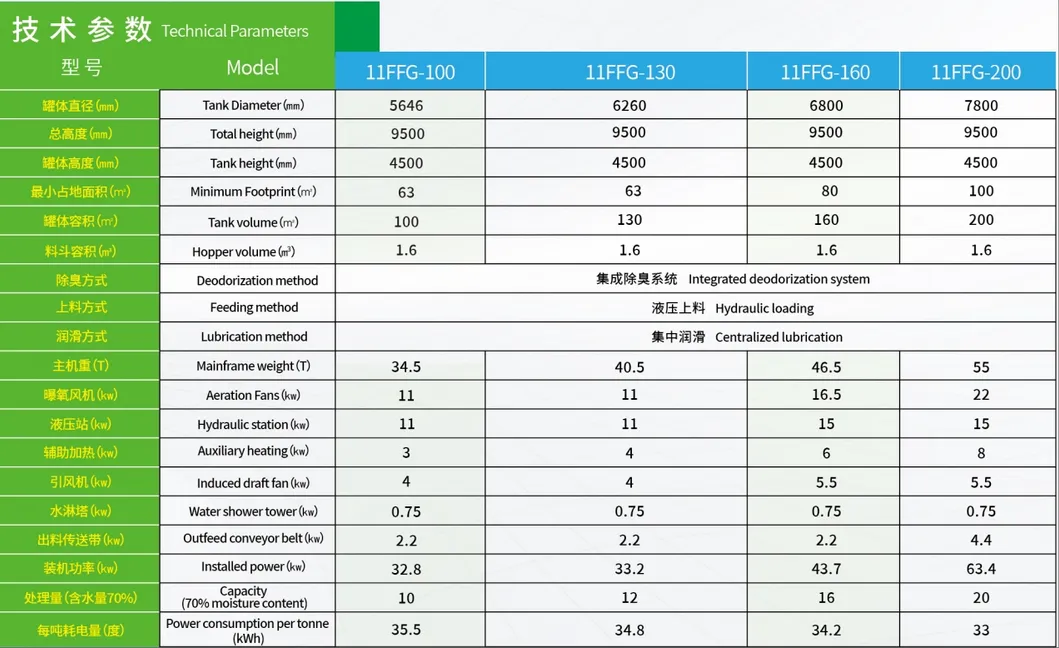
Introducing the revolutionary 2.0 version of our energy-saving fermentation tank, crafted with four groundbreaking energy-saving technologies to deliver an astonishing 40% increase in energy efficiency. For instance, with manure having a 75% water content, the power consumption per ton is dramatically reduced from approximately 60 degrees in the 1.0 version to merely 35 degrees in this enhanced 2.0 version.
Equipment Introduction: Our sophisticated equipment design is divided into three integral sections. The lower section houses hydraulic stations, scroll air pumps, and heating systems. The mid-section features double-layer insulated tanks with automatic control. The interior tank wall is fortified with high-grade 304 stainless steel, maximizing lifespan and minimizing residues. Polyurethane foam provides efficacious thermal insulation.

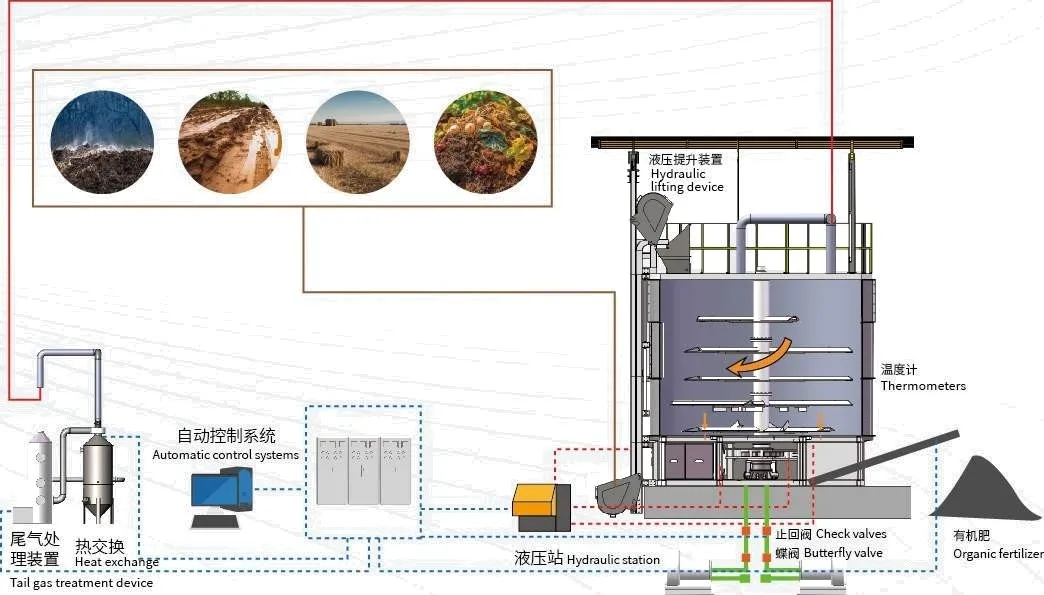
In a sealed environment, livestock and poultry manure are introduced into the fermentation equipment, where intelligent microorganisms engage in high-temperature aerobic fermentation. This rapidly decomposes odors and harmful substances. The fermentation temperature reaches 65-75°C, effectively eradicating insect eggs and pathogenic bacteria, ensuring a harmless treatment.
Perfectly suitable for the effective treatment and resource-efficient utilization of organic waste such as chicken manure, dry clean pig manure, and soft-processed agricultural waste.




Established in December 1998, the group is a pioneering force in diverse industries such as animal husbandry, environmental protection, animal health, and biological veterinary drugs. We boast three state-of-the-art production parks and champion pivotal industrial sectors including pasture environmental protection and disinfection. With a dedicated team of 120 employees, we operate within a sprawling 55,000 square meters of advanced factory space.