1 / 5
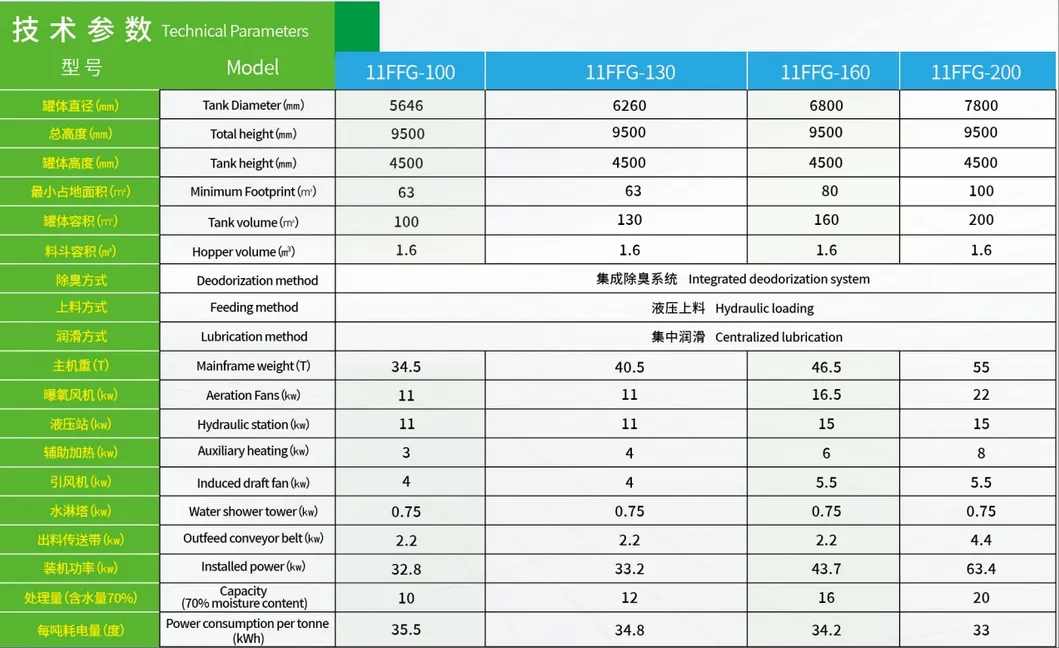
We have developed an energy-saving fermentation tank, utilizing four major energy-saving technologies to achieve 40% efficiency. For manure with 75% water content, power consumption per ton is significantly reduced compared to traditional versions.

Divided into three functional parts: the base (hydraulic stations, scroll air pumps, heating systems, mixing shafts); the middle (double-layer insulated tanks with 304 stainless steel lining and polyurethane foam insulation); and the upper part (exhaust facilities and testing platform). Includes automatic bucket elevator and deodorizing systems.
Livestock manure is processed via intelligent aerobic fermentation at high temperatures (65-75°C). This rapid degradation kills insect eggs and pathogenic bacteria, transforming waste into high-quality organic fertilizer compliant with NY52S-2021 standards.
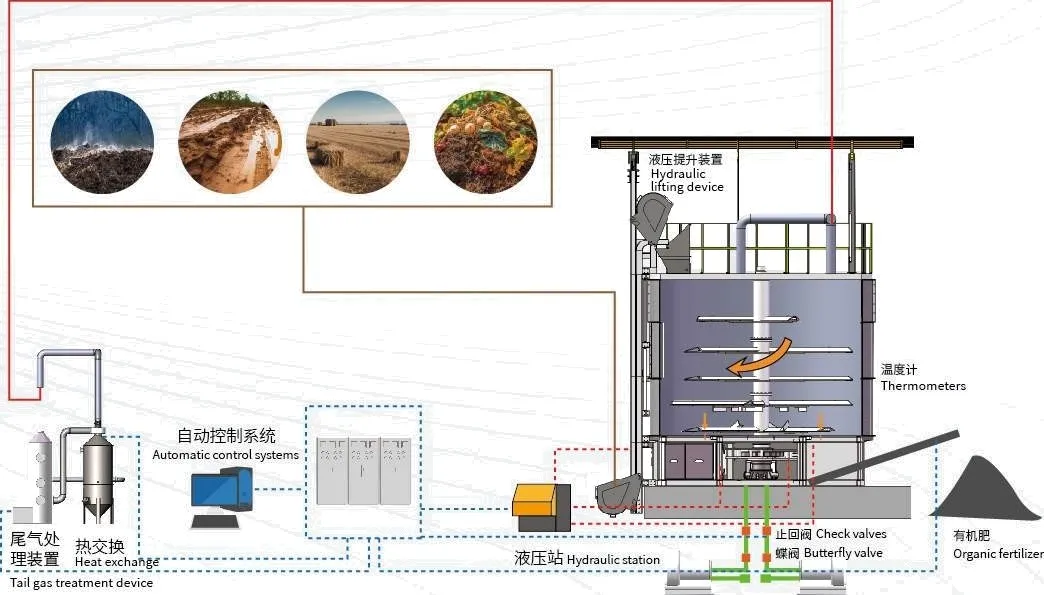
Suitable for harmless treatment and resource utilization of organic waste such as chicken manure, dry pig manure, sludge, and kitchen waste.




Our group is a pioneering leader in animal husbandry and environmental protection solutions. We operate across multiple production parks specializing in pasture management, cutting-edge disinfection processes, and innovative breakthrough technologies. Our facility spans over 55,000 square meters, fostering an environment of growth and excellence.