1 / 5
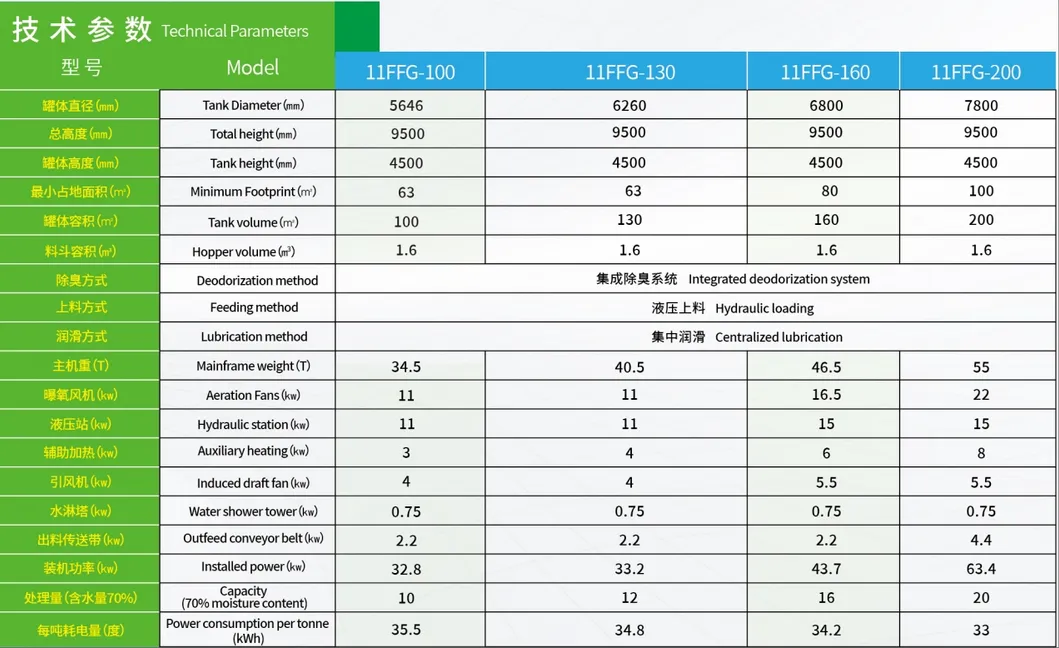
Our 2.0 version energy-saving fermentation tank utilizes four major energy-saving technologies to achieve an effective reduction in power consumption of up to 40%. For manure with 75% water content, power consumption is significantly reduced compared to previous versions.

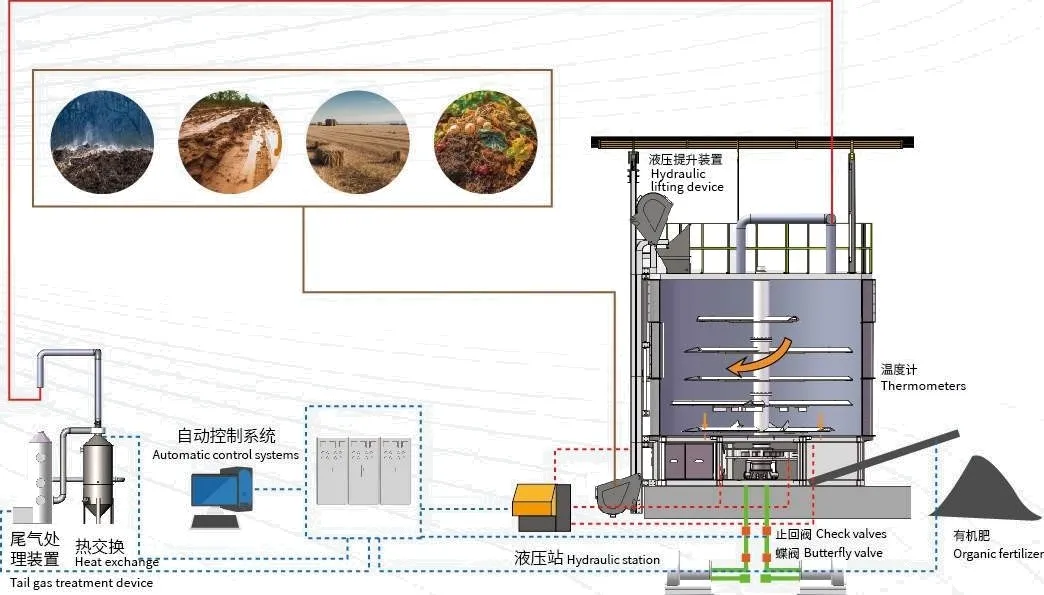
The structure is divided into three parts: a base housing hydraulic stations and heating systems; a middle double-layer insulated tank with 304 stainless steel lining and polyurethane foam insulation; and an upper part featuring exhaust facilities and testing platforms. It includes an automatic bucket elevator and a deodorizing system.
Manure undergoes intelligent aerobic fermentation at high temperatures (65-75°C), rapidly degrading odors and harmful substances into soil-friendly organic matter. This process effectively kills pathogens and insect eggs, meeting high-quality organic fertilizer standards.
Suitable for the harmless treatment of organic waste including chicken manure, pig manure, sludge, kitchen waste, and solid-liquid separation residue.




Founded in December 1998, the group's industries cover animal husbandry, environmental protection, animal health, and biological feed. Our facility focused on pasture environmental protection and disinfection covers 55,000 square meters with a dedicated professional workforce.