Basic Information
Model NO.:11FFG160
Type:Poultry Farms, Chicken Manure Composting
Certification:CE, ISO
Automation:Fully Automatic
Capacity:100-200 M³
Power Source:Electric
Package Size:460.00cm * 460.00cm * 650.00cm
Gross Weight:20000.000kg
Product Description
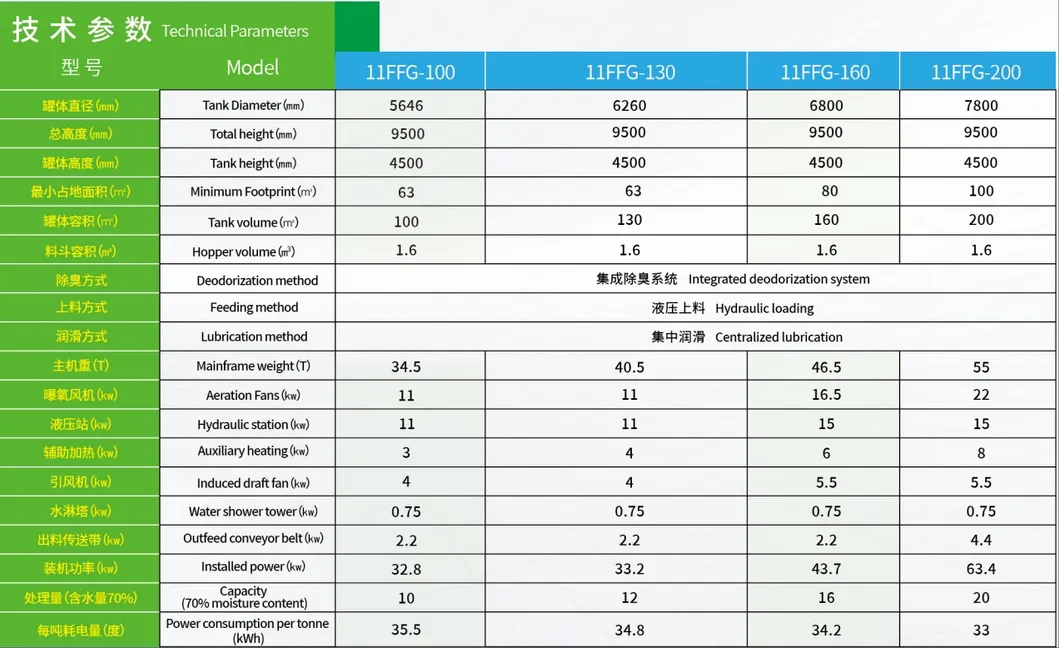
Energy-Saving Fermentation Tank 2.0: Our latest version incorporates four cutting-edge energy-saving technologies, achieving an impressive 40% reduction in energy usage. For manure with 75% water content, power consumption per ton is reduced from 60 degrees to approximately 35 degrees.

Equipment Introduction:
The equipment features a meticulously engineered structure. The inner tank wall, clad in 304-grade stainless steel, minimizes residue buildup and prolongs lifespan. The unit is fortified with polyurethane foam for superior thermal insulation, while the outer wall is reinforced with thickened steel sheets. The system includes an automatic bucket elevator, an exhaust gas filtering system, and a highly efficient heat exchange system.
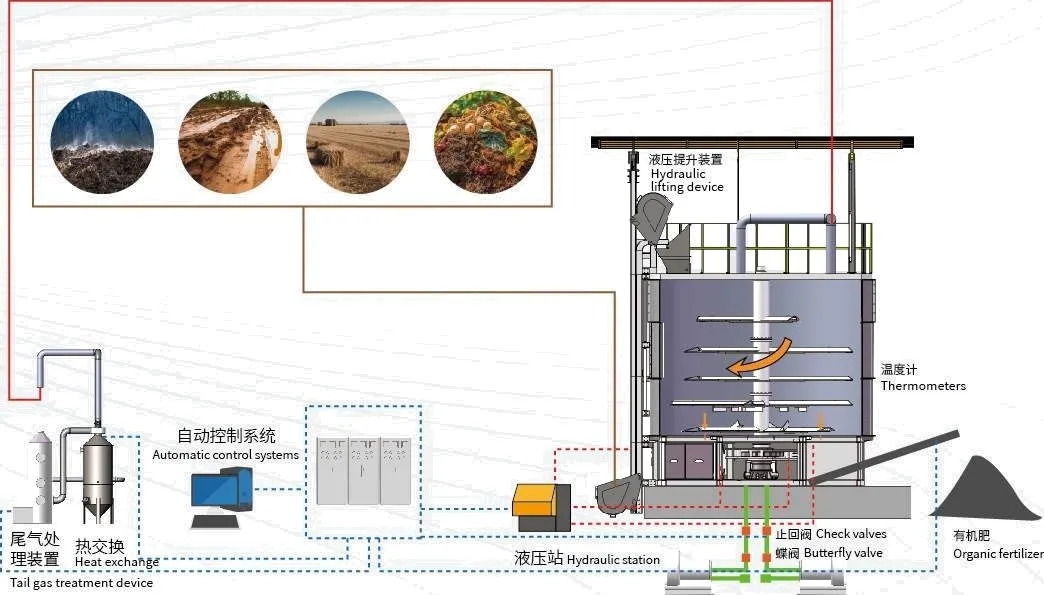
Process Principle:
Livestock and poultry manure are introduced into a closed fermentation chamber. Intelligent microorganisms utilize aerobic fermentation at high temperatures (65-75°C) to decompose odors and harmful substances. This process eradicates insect eggs and pathogenic bacteria, resulting in high-quality organic fertilizer meeting stringent standards.
Process Advantages
- Low Operating CostsAdvanced aerobic bacteria technology significantly reduces running costs.
- Short Fermentation CycleCompletes in just about 15 days, allowing daily input and output.
- Standardized ProductionPLC control system provides real-time monitoring and precise recording.
- Compact FootprintRequires only 70-105 square meters per unit.
- Environmental ComplianceBiological deodorization equipment meets gas discharge standards.
Application
Suitable for the treatment of organic waste such as chicken manure, dry clean pig manure, solid-liquid separation solid manure, sludge, and kitchen waste.
Product Parameters
About Our Group
Founded in December 1998, our group stands as a beacon of innovation and excellence, with a diverse range of industries including animal husbandry, environmental protection, animal health, and biological veterinary medicines. We operate state-of-the-art production parks and are committed to advancing industry standards.
Our specialized facility, established in 2012, focuses on pasture innovation, environmental protection, and new feed additives. Operated by a team of 120 dedicated professionals, the facility spans 55,000 square meters of modern manufacturing space.

Certifications & Shipping


Frequently Asked Questions
1. In which fields is the high-temperature aerobic fermentation tank mainly used?
It is used for livestock and poultry manure (pig/chicken/cow) composting, organic waste (straw/garden) recycling, municipal sludge, kitchen waste, and fruit/vegetable waste.
2. What information is required before ordering?
Please provide your requirements for the overall treatment process, material quality reports for the material type, maximum treatment capacity, and the intended use of the final product.
3. How long is the lead time for equipment?
Generally, the lead time is approximately 20 days, depending on specific project scales and customization needs.
4. Do you provide customization or OEM services?
Yes, we provide high-quality OEM services and can offer customized products tailored to specific buyer requirements.
5. What additional technical support is available?
We provide free technical support at any time and can assist in designing the entire treatment process for your project.
6. Does the system meet environmental discharge standards?
Yes, our biological deodorization equipment employs multi-layer filtration to ensure gas discharge meets required standards, preventing secondary pollution.

















