




1 / 5
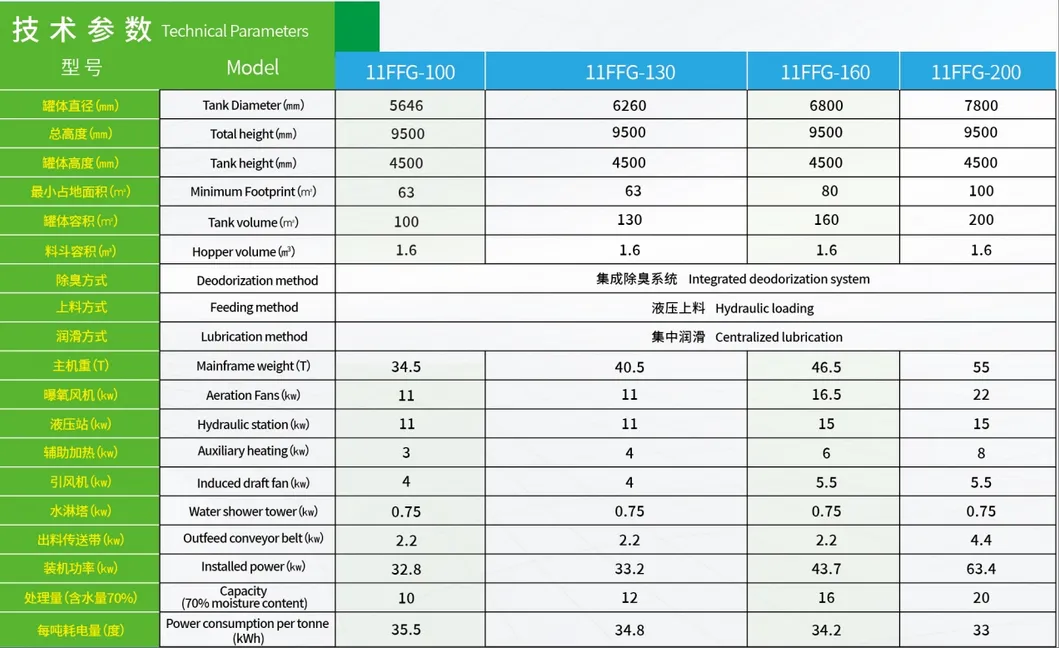
Our latest 2.0 version of the energy-saving fermentation tank utilizes four major energy-saving technologies to achieve an effective energy saving of 40%. For example, processing manure with 75% water content, power consumption per ton is reduced from 60 degrees to approximately 35 degrees compared to previous versions.

The equipment structure is divided into three key parts:
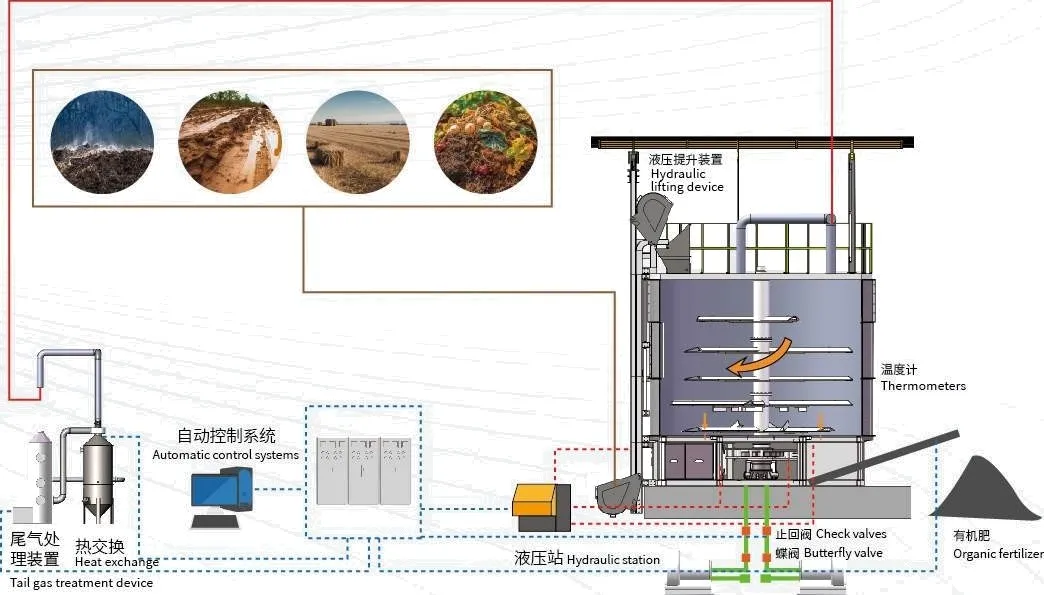
Livestock and poultry manure is added to the closed warehouse where intelligent microorganisms undergo aerobic fermentation at high temperatures (65-75°C). This process rapidly degrades odors and harmful substances, transforming waste into soil-friendly organic matter while effectively killing insect eggs and pathogenic bacteria. The resulting high-quality organic fertilizer meets the NY52S-2021 standards.
Short treatment cycles for feces and garbage significantly reduce running costs through aerobic high-temperature technology.
A full cycle takes only about 15 days. Realize daily input of manure and daily output of fertilizer.
Real-time display and recording of process parameters allow for accurate control of every production link.
A single unit requires only 70-105 square meters of floor space depending on the selected model.
Multi-layer biological deodorization filtering ensures gas discharge meets environmental standards without secondary pollution.
Full PLC control allows a single person to manage the entire fermentation treatment process.
Suitable for harmless treatment and resource utilization of organic waste such as chicken manure, pig manure, solid-liquid separation solids, sludge, and kitchen waste.




Our industrial experience covers animal husbandry, environmental protection, and biological engineering. With multiple production parks and an extensive facility area of 55,000 square meters, we focus on pasture disinfection, environmental protection, and innovative feed additives.




The tank is ideal for livestock and poultry manure composting (pig, chicken, cow), organic waste recycling (straw, garden waste), municipal sludge, and kitchen or fruit/vegetable waste.
Please provide your requirements for the overall treatment process, material quality reports (type of waste), maximum treatment capacity needed, and the intended use of the final product.
Generally, the lead time is approximately 20 days, depending on your specific needs and the scale of the project.
Yes, we provide high-quality OEM services and offer customized products tailored to buyer specifications.
We offer free technical support at any time and can assist in designing the entire treatment process for your specific project.
Yes, our 2.0 version equipment achieves a 40% reduction in energy consumption compared to standard models through advanced insulation and intelligent control.









