High-efficiency recycling systems deployed for Australian agricultural and industrial hubs.



Chengdu AgBio Energy Co., Ltd. is a leading global manufacturer specializing in high-performance organic waste composting equipment, food waste recycling systems, and sustainable bio-energy solutions. Established in 2013 and headquartered in the high-tech industrial hub of Chengdu, China, our company has emerged as a critical partner for Australian enterprises seeking to align with the National Waste Policy Action Plan 2019 and the 2030 targets for halving organic waste sent to landfill.
Operating a state-of-the-art 16,000 square meter facility with a workforce of 230+ engineering specialists, we bridge the gap between waste generation and resource recovery. Our expansion into the Australian market (including New South Wales, Victoria, Queensland, and Western Australia) is driven by our commitment to providing localized, robust, and PLC-controlled machinery that withstands the unique environmental challenges of the Australian landscape—from sub-tropical humidity to arid industrial zones.
Our product portfolio encompasses aerobic fermentation reactors, bio-organic fertilizer production lines, municipal food waste treatment plants, and advanced water filtration systems. Every unit is engineered for long-term reliability, focusing on energy efficiency and carbon footprint reduction, essential for Australian businesses striving for B-Corp certification or ESG compliance.
Australia is currently undergoing a massive shift toward Food Organics and Garden Organics (FOGO) collection. With various state governments mandating separate organic waste collection for households and businesses, the demand for large-scale, decentralized processing equipment has spiked. Our systems are designed to help Australian councils and private waste contractors process this feedstock into high-value compost locally, reducing transport costs and emissions.
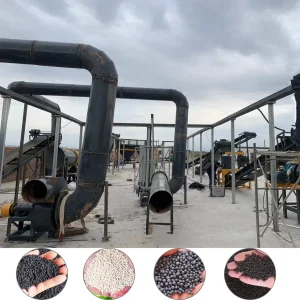
From the sugar cane fields of Queensland to the grain belts of Western Australia, agricultural by-products represent a massive untapped resource. Our Bio-Organic Fertilizer Manufacturing Lines allow farmers to convert manure and crop residues into nutrient-dense pellets, fostering soil health and reducing reliance on expensive imported chemical fertilizers.
Mining camps and industrial facilities in remote areas face significant waste disposal costs. Our compact, automated Bio-Composter Machines and Sewage Treatment Plants provide on-site solutions that meet stringent Australian environmental regulations (such as EPA requirements), ensuring sustainable operations in even the most isolated locations.
Integrating IoT sensors and AI algorithms to monitor moisture, temperature, and CO2 levels in real-time, optimizing the microbial breakdown process for 30% faster results.
Developing "Plug & Play" containerized recycling units that can be scaled up as an Australian municipality or factory grows, minimizing initial CAPEX.
Advanced membrane technology and closed-loop water recycling systems that ensure industrial runoff is 100% reusable within the facility.
As we look toward 2030, the focus is shifting from simple "waste management" to "resource manufacturing." Bio-waste is no longer a liability; it is the raw material for the next generation of energy and soil nutrients. AgBio Energy is at the forefront of this transition, investing heavily in R&D to provide Information Gain to our clients—helping them understand the chemical potential of their waste streams.
Buying industrial equipment globally requires trust and technical alignment. At AgBio Energy, we ensure all equipment destined for Australia meets AS/NZS electrical standards and safety protocols. Our procurement process includes:






Explore our full range of bio-waste and water treatment equipment designed for Australian industrial standards.





Ready to transform your waste stream into a profit center?
Request a Tailored Australia Quote Now

