1 / 5
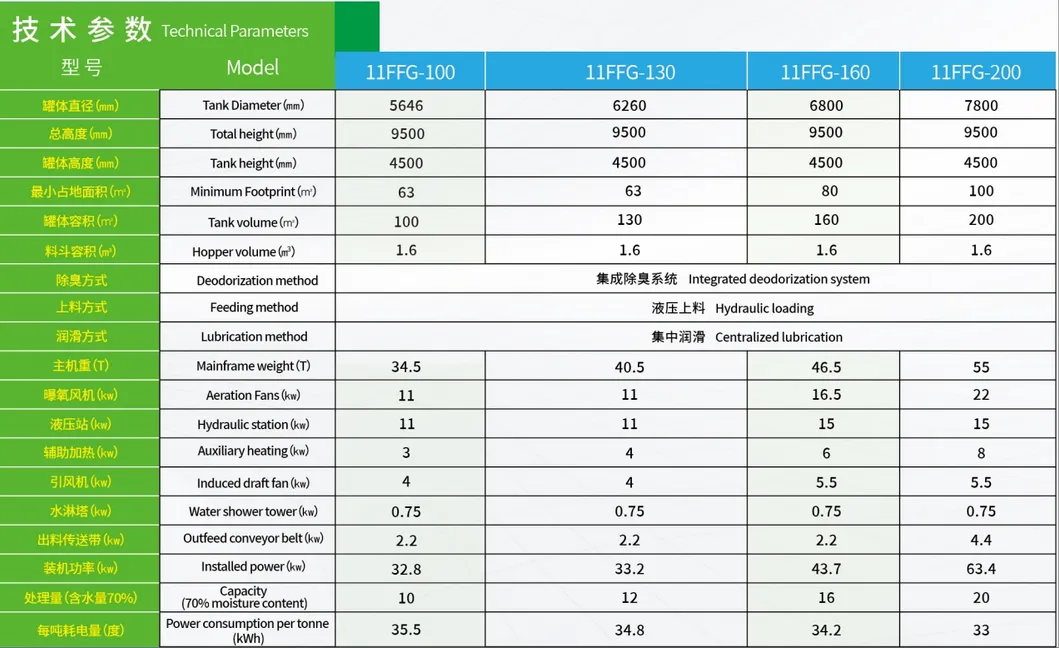
Our company has developed a 2.0 version of energy-saving fermentation tank, which uses four major energy-saving technologies to achieve effective energy saving of 40%. Taking manure with a water content of 75% as an example, the power consumption per ton of the 2.0 energy-saving version is reduced from about 60 degrees to about 35 degrees compared to the 1.0 version.

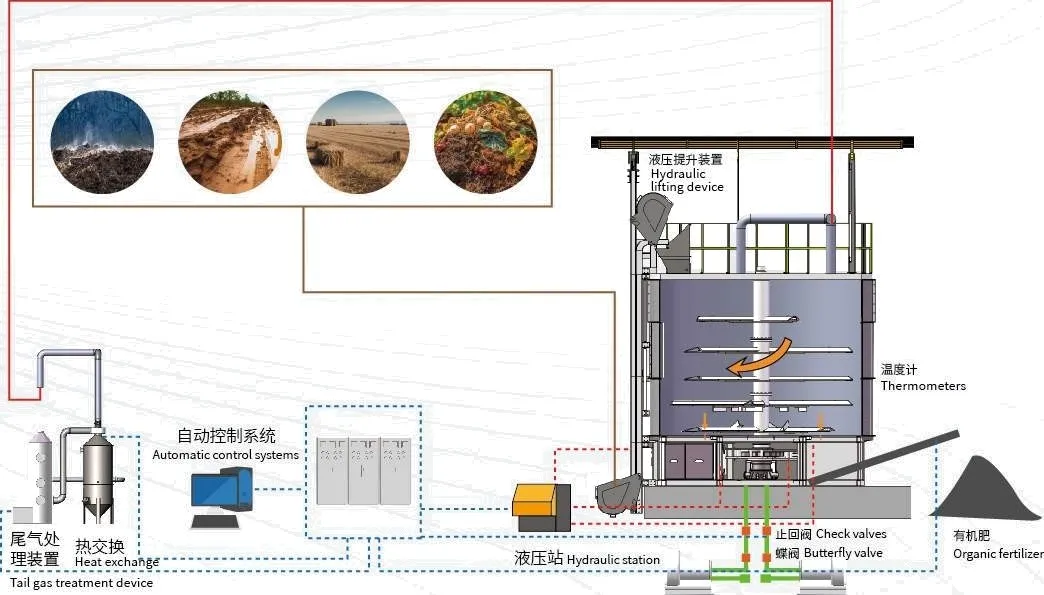
The whole equipment structure is divided into three parts. The lower part contains the distribution of hydraulic stations, scroll air pumps, cylinders, heating systems, and mixing shafts. The middle part consists of double-layer insulated tanks, automatic control systems, and export devices. The inner wall of the tank is lined with 304 stainless steel plate to effectively extend service life and reduce residue. The upper part includes a wind and rain shed, testing platform, and exhaust facilities. Attached equipment includes an automatic bucket elevator, exhaust gas filtering/deodorizing system, and heat exchange system.
Livestock and poultry manure added to the fermentation equipment in a closed warehouse undergoes intelligent microorganism aerobic fermentation at high temperatures. This rapidly degrades manure odor and harmful substances, transforming them into soil-friendly organic matter. The temperature can reach 65-75°C, effectively killing insect eggs and pathogenic bacteria, achieving harmless treatment.
Suitable for the harmless treatment and resource utilization of organic waste such as chicken manure, dry clean pig manure, solid-liquid separation solid manure, sludge, and kitchen waste.




Our group was founded in December 1998. Its industries cover animal husbandry, environmental protection, animal health, feed additives, biological veterinary drugs, diagnostic preparations, and biological feed. We focus on pasture environmental protection, pasture disinfection, and new feed additives, operating across a factory area of 55,000 square meters.