1 / 5
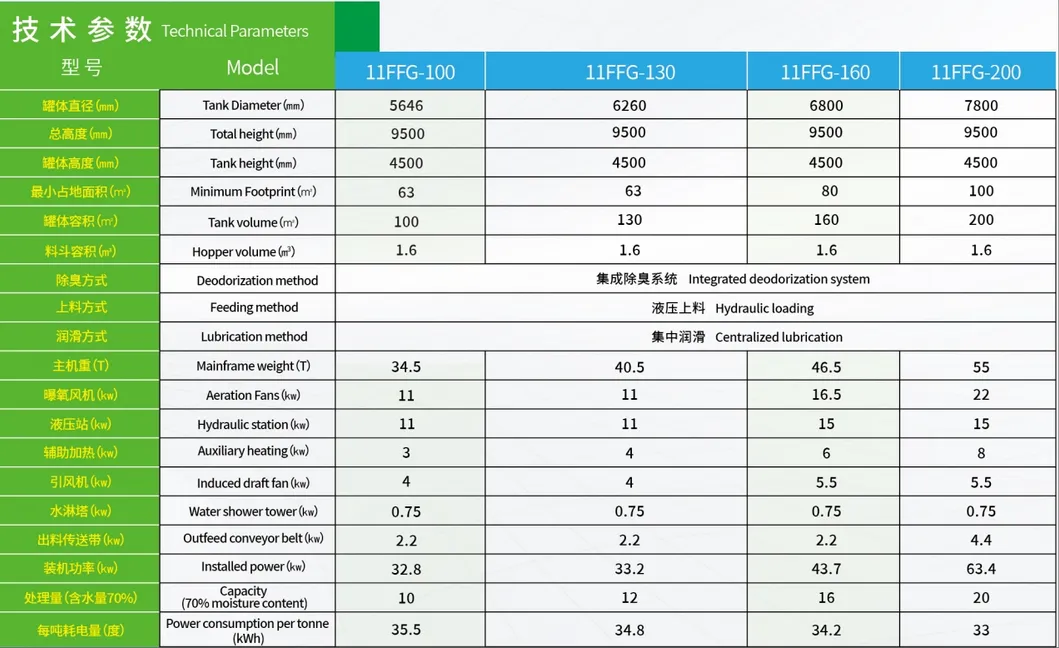
The 2.0 version of energy-saving fermentation tank uses four major energy-saving technologies to achieve effective energy saving of 40%. For manure with a water content of 75%, power consumption is significantly reduced compared to traditional versions.

The structure is divided into three parts: a lower base with hydraulic stations, air pumps, and heating systems; a middle section with double-layer insulated tanks and automatic control systems; and an upper part with exhaust facilities. The inner wall is lined with 304 stainless steel to extend lifespan and reduce residue.
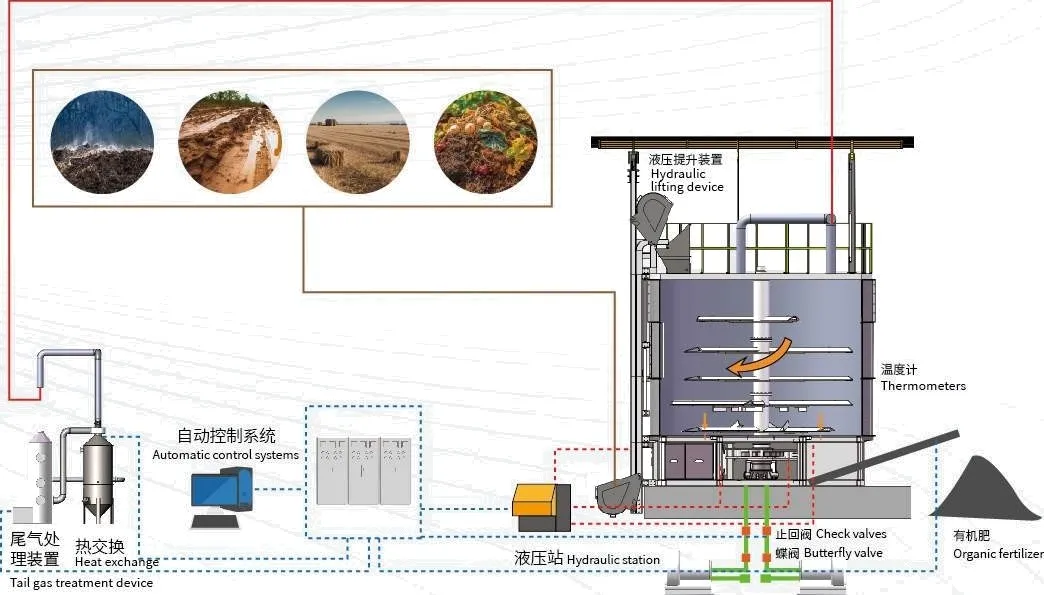
Manure is added to a closed warehouse for intelligent aerobic fermentation at high temperatures (65-75°C). This rapidly degrades odors and pathogens, transforming waste into high-quality organic fertilizer (NY52S-2021 standard).
Suitable for the harmless treatment of organic waste such as chicken/pig/cow manure, sludge, and kitchen waste.




Our group focuses on animal husbandry, environmental protection, and biological engineering. We operate multiple production parks across several regions, covering over 55,000 square meters with a dedicated professional workforce.