



1 / 5
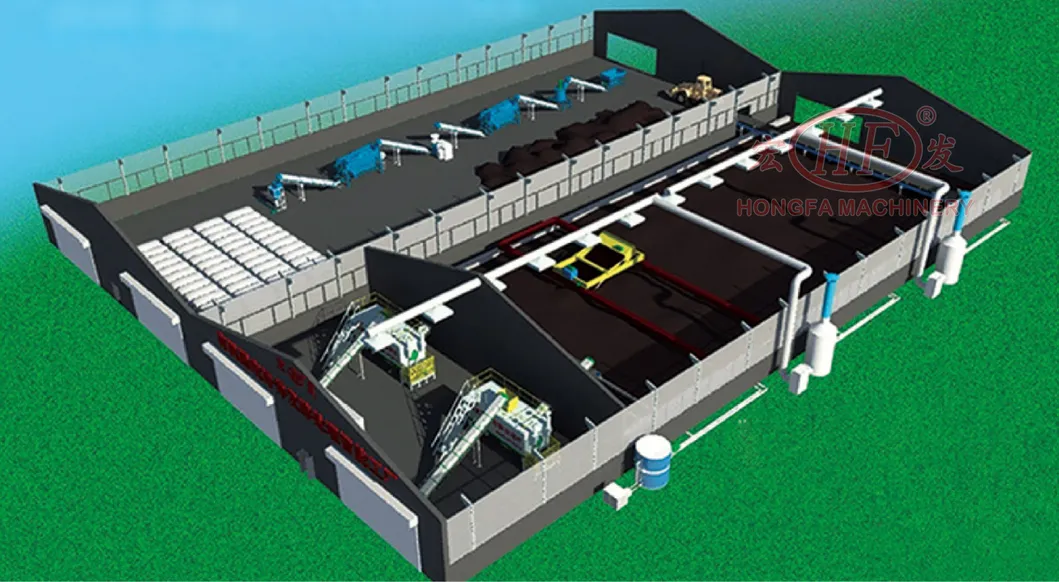
The fermentation process of this production line is designed in a closed space, which can be divided into four parts: mixing and deodorizing, fermentation and decomposing, air supply and exhaust, monitoring and control. It features PLC intelligent automatic control of material mixing, inoculation, and deodorization. It is an ideal treatment plan for large-scale farms and regional manure centralized treatment. The daily processing capacity can be customized as required.
This equipment is widely used for solid organic wastes such as livestock manure, agricultural straw, biological feed, kitchen waste, and urban sludge. It integrates stirring, conveying, and heating control systems with rapid enzymatic hydrolysis and fermentation functions.
Environmentally Friendly: There is no waste water or waste gas generated during the production process, ensuring energy saving and environmental protection.




The system utilizes independent patent technology for integrated livestock and poultry manure treatment. Its design principle is based on the fermentation characteristics of microorganisms, using multi-stage turning and tossing with independent temperature and oxygen control.
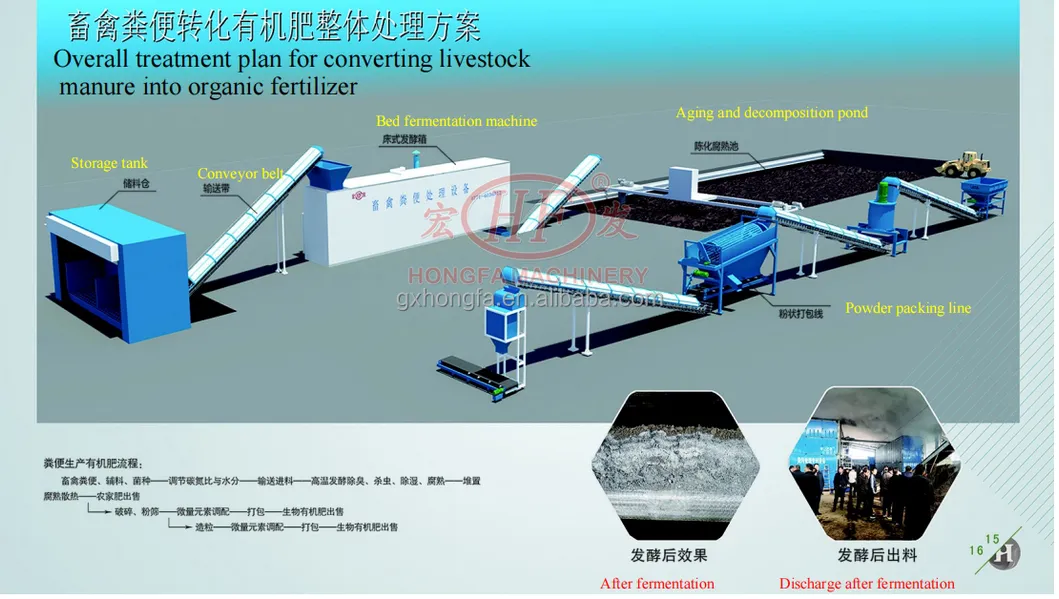
Waste Heat Recovery: An integrated waste heat recovery system ensures no additional heat source is required, significantly lowering operating costs. Manure with up to 75% moisture can be processed efficiently through microbial multiplication at 60°C.
Raw Materials: Animal manure, food waste, farm organic waste, slaughterhouse waste, and animal carcasses. The process decomposes macromolecular organic matter like cellulose, protein, and fat within 3 hours of initial treatment.

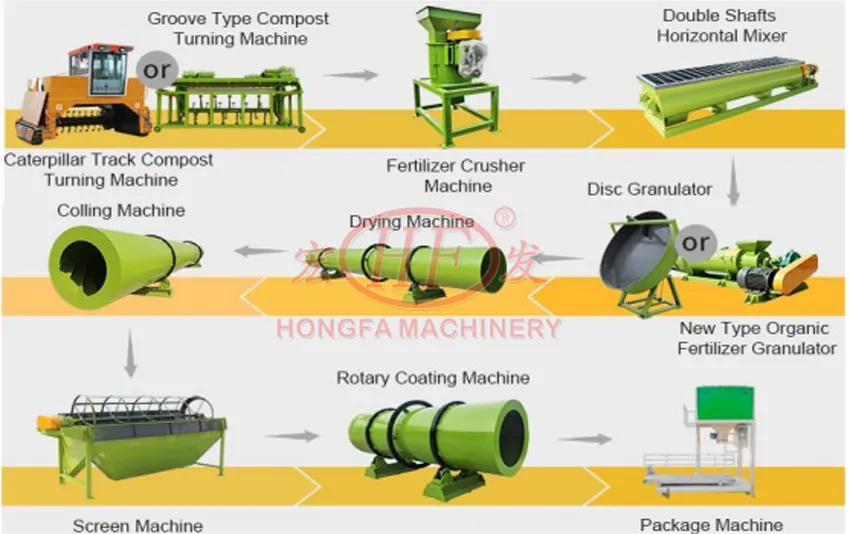
Finished Product: High-quality organic fertilizer in powder or granulated form, rich in nitrogen and potassium with low moisture content.












