




1 / 5

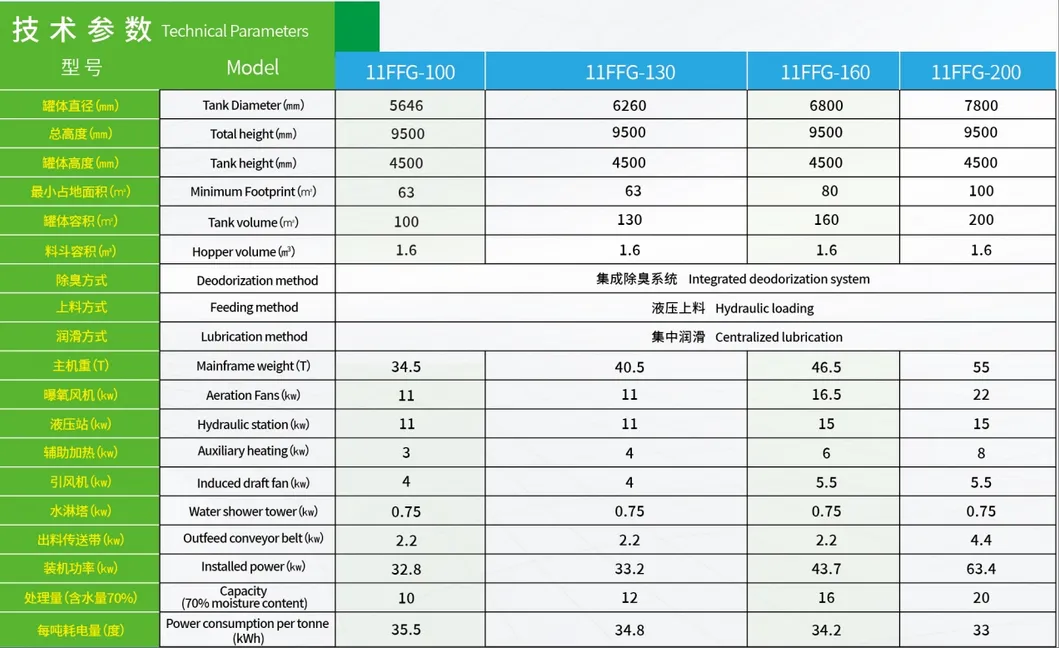
The version 2.0 energy-saving fermentation tank utilizes four major energy-saving technologies to achieve an effective energy saving of 40%. For manure with 75% water content, power consumption per ton is reduced from 60 degrees to approximately 35 degrees compared to the previous version.
Equipment Introduction:
The structure is divided into three functional parts:
Manure is processed in a closed warehouse through intelligent microorganism aerobic fermentation. At temperatures of 65-75°C, harmful substances and odors are rapidly degraded, killing insect eggs and pathogenic bacteria. The result is high-quality organic matter meeting NY52S-2021 standards.
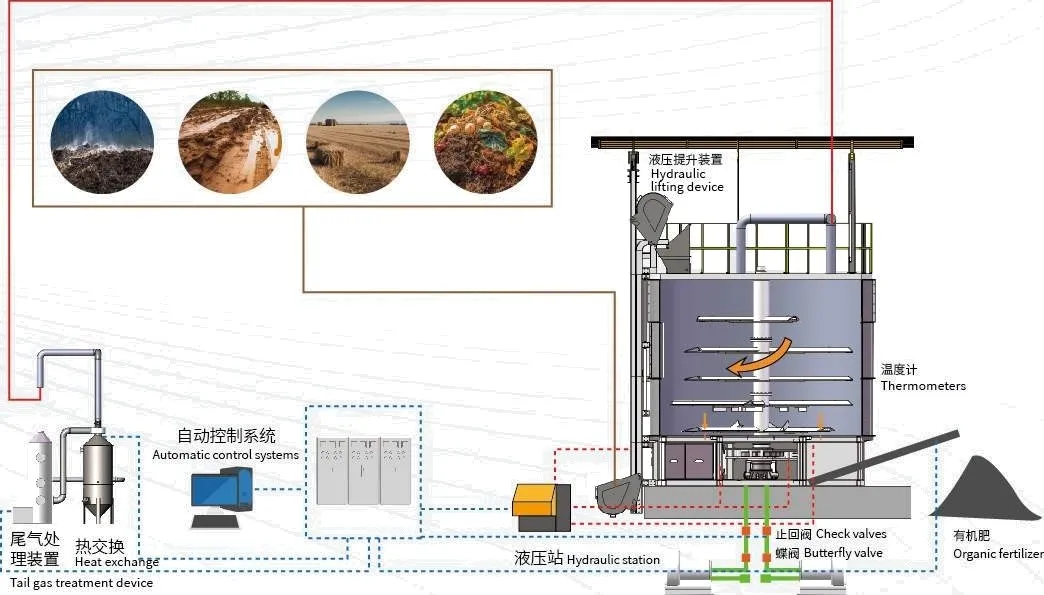
Suitable for the harmless treatment and resource utilization of organic waste including chicken manure, dry clean pig manure, solid-liquid separation solids, sludge, and kitchen waste.




Founded in December 1998, the group covers animal husbandry, environmental protection, animal health, and biological veterinary fields. With three major production parks, the company focuses on pasture environmental protection, disinfection, and new feed additives, utilizing a total factory area of 55,000 square meters.













