As the world pivots toward sustainable agriculture and carbon neutrality, the role of China wholesale organic fertilizer production line manufacturers has evolved from simple equipment suppliers to strategic environmental partners. Today, the organic fertilizer industry is experiencing an unprecedented surge, driven by the global imperative to restore soil health, reduce landfill methane emissions, and capitalize on the circular bio-economy.
The global organic fertilizer market is projected to reach USD 22.13 billion by 2030. Increased awareness of chemical fertilizer runoff and the degradation of soil organic matter (SOM) has pushed industrial-scale farming toward biological alternatives. China, as a manufacturing powerhouse, provides the most cost-effective and technologically advanced production lines to meet this demand.
Stricter environmental regulations, such as the EU's Farm to Fork strategy and China's own "Zero Growth in Chemical Fertilizer" policy, have made waste-to-fertilizer systems mandatory for large-scale livestock operations and municipal food waste processors.
Modern production lines now feature IoT monitoring, AI-controlled fermentation cycles, and high-efficiency odor control systems, ensuring that "factory-scale" composting is clean, odorless, and highly profitable.
Chengdu AgBio Energy Co., Ltd. is a professional manufacturer specializing in organic waste composting equipment, food waste recycling systems, and sustainable waste treatment solutions. Established in 2013 and headquartered in Chengdu, Sichuan Province, China, the company is dedicated to helping businesses, agricultural operations, municipalities, and environmental service providers transform organic waste into valuable resources.
With a modern manufacturing facility covering more than 16,000 square meters and a team of over 230 employees, AgBio Energy delivers efficient and environmentally responsible waste management technologies to customers around the world. We integrate engineering expertise, process optimization, and advanced manufacturing to develop reliable systems for global markets.




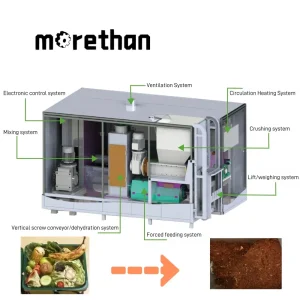
Our production lines are engineered to handle diverse feedstocks including animal manure, crop residues, food waste, and municipal sludge. Below is the industrial technical route optimized for maximum Information Gain.
Includes high-torque shredding and dewatering. Reducing moisture content to 50-60% is critical for aerobic bacterial activity. Our systems use energy-saving screw presses to minimize operational costs.
Utilizing high-temperature aerobic digestion, we accelerate the natural decomposition process. What usually takes months in a traditional pit happens in 15 days or less in our automated towers, eliminating pathogens and weed seeds.
To meet commercial standards, the compost is pulverized and mixed with functional microbes or NPK additives, then processed through disc or new-type organic fertilizer granulators to create uniform, dust-free pellets.
Rotary drum dryers with integrated heat recovery systems ensure the granules achieve a stable 10-15% moisture content without denaturing the beneficial bacteria.
Granules are cooled to room temperature to prevent clumping during storage. Vibrating screens ensure only perfectly sized pellets reach the final stage.
Final products are weighed and bagged using PLC-controlled systems, ready for wholesale distribution or retail branding.
In regions with massive poultry and swine populations, manure management is a significant environmental challenge. Our fully integrated production lines allow these farms to convert waste into "Black Gold," creating a secondary revenue stream while complying with water protection laws.
With landfill bans on organic waste tightening, cities require decentralized and centralized composting hubs. Our App-controlled commercial food waste systems provide the perfect solution for urban environments, restaurants, and residential complexes.
Restoring arid soil requires massive amounts of organic matter. Our modular, remote-control organic fertilizer equipment allows cooperatives to process local crop waste into high-quality fertilizer, reducing dependency on expensive imported chemical inputs.
The next decade of organic fertilizer production will be defined by Information Gain and Energy Efficiency. AgBio Energy is already pioneering the "Smart Factory" concept for fertilizer production.
By diverting organic waste from anaerobic decomposition (methane producing) in landfills to aerobic composting, our equipment helps clients qualify for Carbon Credits, significantly improving the ROI of the equipment.
Future-ready factories now use modular designs. As your production needs grow from 5,000 tons to 50,000 tons per year, our systems can be expanded without replacing the entire infrastructure.
We are researching real-time NPK sensors that adjust the mixing ratio of raw materials on the fly, ensuring every bag of fertilizer meets precise lab-grade specifications.