
High-efficiency conversion of municipal organic by-products into high-grade fertilizers.

Energy-saving wastewater treatment optimized for arid climates and zero-liquid discharge.

Compact and modular sewage treatment plants for rapid deployment in urban centers.

Transforming vegetable and animal oils from Riyadh's hospitality sector into eco-fuel.
As the capital of Saudi Arabia, Riyadh is at the epicenter of Saudi Vision 2030, a transformative blueprint for economic diversification and sustainability. The city’s rapid urbanization and the massive expansion of the "Green Riyadh" project have created an unprecedented demand for advanced bio-waste recycling equipment. Traditional landfilling is being phased out in favor of a Circular Economy model where organic waste is no longer a liability but a strategic resource.
The Riyadh market presents unique challenges: high ambient temperatures, intensive food waste generation from a booming hospitality sector, and the need for water-efficient recycling processes. As a premier supplier, we provide equipment designed to operate under harsh climatic conditions while maintaining peak microbial activity for rapid composting and bio-degradation.
The global trend in waste management is shifting toward Intelligent Bio-Conversion. Modern factories in Riyadh are now looking for equipment integrated with PLC (Programmable Logic Controller) systems and IoT sensors. This allows for real-time monitoring of moisture, temperature, and aeration, ensuring that the fermentation process remains optimized without manual intervention. Our Factory 4.0 approach ensures that every piece of equipment exported to Riyadh is "Smart-Ready," allowing local operators to manage facilities via cloud-based dashboards.
Procuring industrial equipment for Riyadh’s large-scale projects requires more than just a vendor; it requires a partner with a resilient supply chain. Chengdu AgBio Energy’s China Factory 4.0 integration provides a significant efficiency advantage. By utilizing automated welding robots, CNC precision machining, and standardized modular assembly, we reduce production lead times by 30% compared to traditional manufacturers.
For Riyadh-based contractors, this means predictable delivery schedules and high-precision engineering. Our equipment is built with high-grade stainless steel (SUS304/316) to resist the corrosive nature of organic waste and the oxidative effects of the regional climate. Furthermore, our modular design allows for easy containerized shipping, significantly lowering logistics costs for Middle Eastern clients.
Chengdu AgBio Energy Co., Ltd. is a professional manufacturer specializing in organic waste composting equipment, food waste recycling systems, and sustainable waste treatment solutions. Established in 2013 and headquartered in Chengdu, Sichuan Province, China, the company is dedicated to helping businesses, agricultural operations, municipalities, and environmental service providers transform organic waste into valuable resources.
With a modern manufacturing facility covering more than 16,000 square meters and a team of over 230 employees, AgBio Energy delivers efficient and environmentally responsible waste management technologies to customers around the world. The company's product portfolio includes organic waste composting machines, food waste treatment systems, aerobic fermentation equipment, agricultural waste recycling solutions, manure composting systems, organic fertilizer production lines, municipal bio-waste treatment equipment, and intelligent composting management systems.
AgBio Energy integrates engineering expertise, process optimization, and advanced manufacturing technologies. The company operates modern production workshops and testing facilities to ensure product quality, operational efficiency, and long-term reliability. Strict quality management procedures are implemented throughout product development and installation.






A: Our machines are equipped with advanced thermal insulation and high-performance cooling systems. The aerobic fermentation process is exothermic, and our PLC systems precisely regulate airflow to maintain optimal microbial temperatures (55-65°C), regardless of the external ambient heat which can reach 50°C in Riyadh.
A: Given the high cost of imported soil conditioners and fertilizers in the KSA, most commercial operations see an ROI within 18 to 24 months. By converting free waste into "Black Gold" (compost), businesses also save significantly on landfill tipping fees.
A: Yes. We offer comprehensive on-site commissioning and staff training. Our engineers are experienced in international deployments and can assist in local language or English to ensure your operations team is fully capable of managing the equipment.
A: Absolutely. Our manufacturing processes meet ISO standards, and we work closely with clients to ensure all electrical components and safety protocols meet SASO (Saudi Standards, Metrology and Quality Organization) requirements.

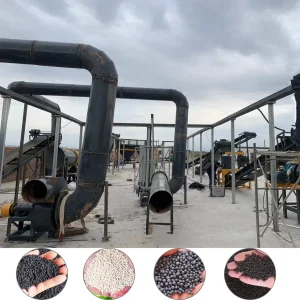
Complete processing system for agricultural residues and animal manure.

Precision pelletizing for easier transportation and application in desert soil.

Space-saving, odor-controlled aerobic digestion for commercial kitchens.

Accelerated fermentation technology reducing waste volume by up to 90% in 24 hours.

High-quality polymer recycling for circular manufacturing applications.
Designed for large-scale livestock operations in the Riyadh region.

Automated waste handling for minimal labor and maximum hygiene.

End-to-end manure processing solutions with China-direct pricing and support.

Heavy-duty construction for 24/7 continuous industrial operation.

Combined treatment solutions for chemical and organic waste streams.

Compact filtration systems designed for water-scarce environments.

Advanced recycling of cellulose waste into hygiene products.