




1 / 5





The inner wall is crafted from robust 304 stainless steel (3mm thickness), while the outer wall boasts galvanized carbon steel or 201 stainless steel. Enhanced by high-density polyurethane insulation exceeding 50mm, it ensures remarkable corrosion resistance and minimizes heat loss, critical for high-temperature fermentation and reducing energy expenditure.
⚙️ STIRRING FINSConstructed using Q355E low-temperature and high-density steel, these components maintain exceptional strength while providing outstanding resistance against corrosion and wear, ensuring an extended service life.
🔄 ROTARY SPINDLESelected from Q355E high-strength seamless pipes, ensuring smooth spindle operation during rotary mixing and minimizing failure rates through structural integrity.
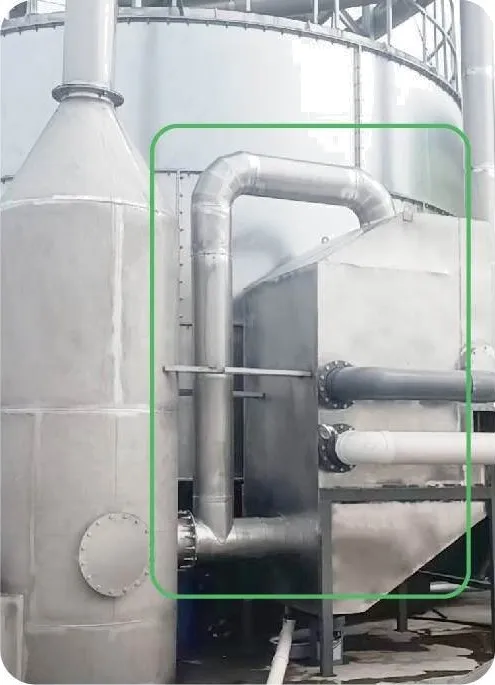
Using innovative honeycomb finned tubes and a counter-current "U" structure, this device efficiently recovers heat from tail gas. It significantly reduces energy consumption while maintaining optimal fermentation temperatures even in extreme climates.
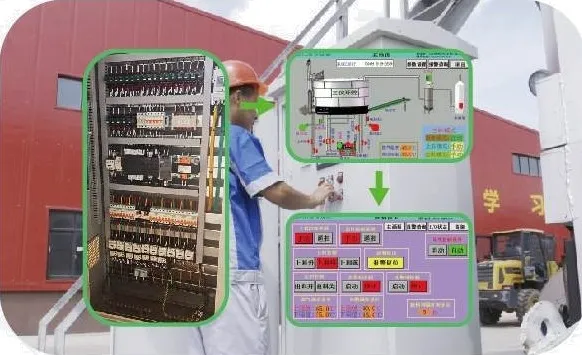
Equipped with Siemens PLC and touch control technology, allowing for seamless automatic feeding and discharging. One person can effortlessly manage multiple units, exemplifying extreme ease of use.
Features no mechanical friction and semi-permanent life. By utilizing high-speed rotation and non-contact air film bearings, operating efficiency reaches up to 98%.

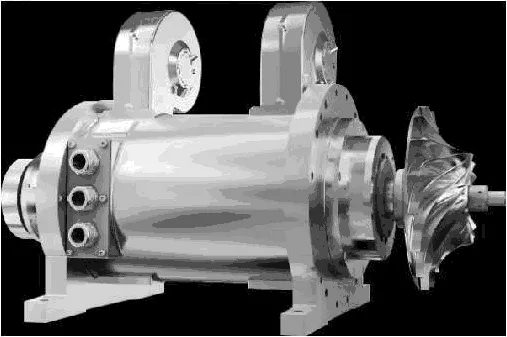
Precision 5-axis CNC machined from high-strength aviation aluminum or titanium alloy. Direct-drive connection with Permanent Magnet Synchronous Motors (PMSM) ensures transmission efficiency of up to 100%.
Our enterprise is a national high and new technology specialist in ranch environmental protection and industrial fermentation. We operate a massive 55,000 square meter facility with advanced research stations. Our "Livestock and Poultry Manure Regeneration Organic Fertilizer Bio-Reaction System" holds numerous national patents and international certifications including ISO9001, ISO14001, and ISO45001.










