




1 / 5

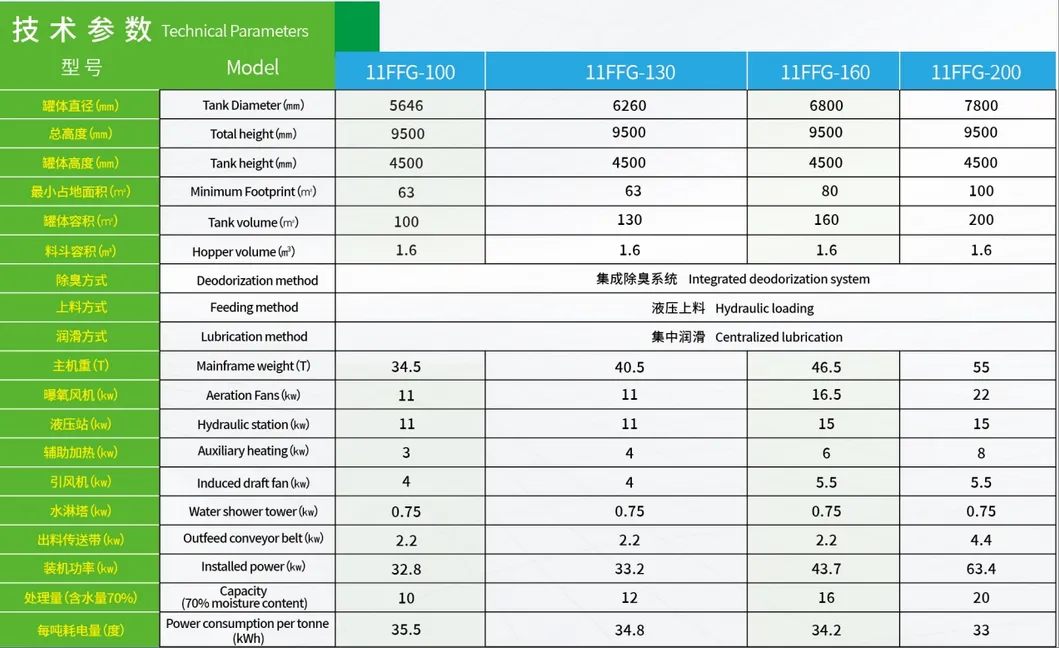
Discover the remarkable innovation with our 2.0 version of the energy-saving fermentation tank. This groundbreaking product leverages four advanced energy-saving technologies, achieving an impressive 40% reduction in energy consumption. For instance, when processing manure with a water content of 75%, the energy-efficient 2.0 version slashes power consumption per ton from approximately 60 kilowatt-hours to a mere 35.
Our state-of-the-art equipment features 304 stainless steel lining to significantly extend tank longevity and minimize residue build-up. The polyurethane foam insulation further enhances thermal efficiency. The upper section includes a weatherproof shed, testing platform, and exhaust devices.
Experience the future of waste management with our Advanced AI-Controlled Fermentation System. Livestock and poultry manure are efficiently processed within a closed environment, where intelligent microorganisms facilitate high-temperature aerobic fermentation. Temperatures peak at 65-75°C, efficiently eradicating pathogens, ensuring safe and sustainable waste treatment. The resultant high-quality organic fertilizer meets the NY52S-2021 standards.
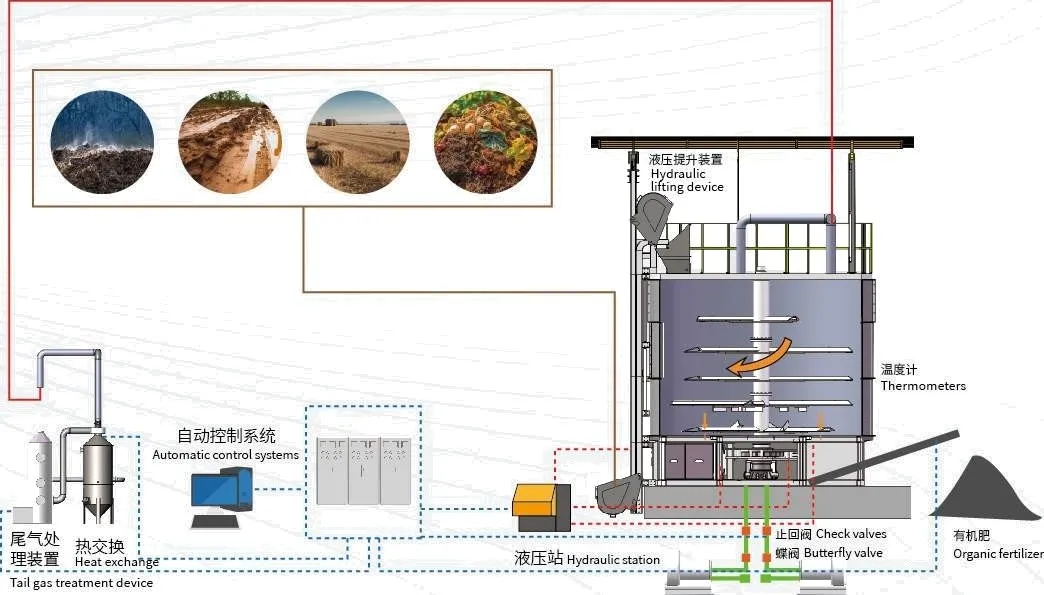
Suitable for the harmless treatment and resource utilization of organic waste such as chicken manure, dry clean pig manure, solid-liquid separation solid manure, sludge, and kitchen waste.




Founded in December 1998, our group has been at the forefront of diversified industries including animal husbandry, environmental protection, animal health, and biological feed. With a robust infrastructure, the company proudly operates three state-of-the-art production parks.

Dedicated to pioneering innovation across pasture management, environmental sustainability, and advanced disinfection, we maintain a dynamic workforce of 120 skilled employees and a sprawling factory area of 55,000 square meters, driving forward the future of sustainable agriculture.












