




1 / 5
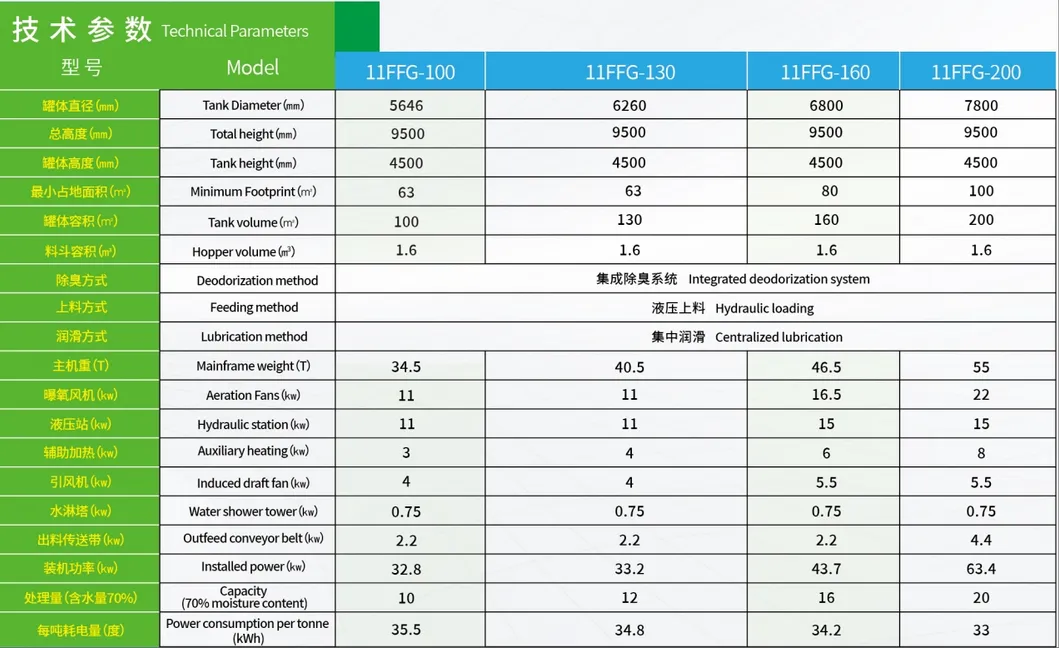
Our company has launched the advanced 2.0 version of our energy-efficient fermentation tank. This innovation harnesses four pivotal energy-saving technologies, achieving an impressive 40% reduction in energy usage. For manure with 75% water content, consumption per ton drops from 60 kWh to 35 kWh.

The structure is divided into three segments: a lower base with hydraulic stations and heating systems; a middle section with double-layer insulated 304 stainless steel tanks; and an upper portion with exhaust facilities. Features include an automatic bucket elevator and high-efficiency deodorization system.
Utilizing intelligent microorganisms and high-temperature aerobic fermentation, manure odors are broken down into organic matter. Temperatures of 65-75°C eliminate pathogens, resulting in premium organic fertilizer compliant with NY52S-2021 standards.
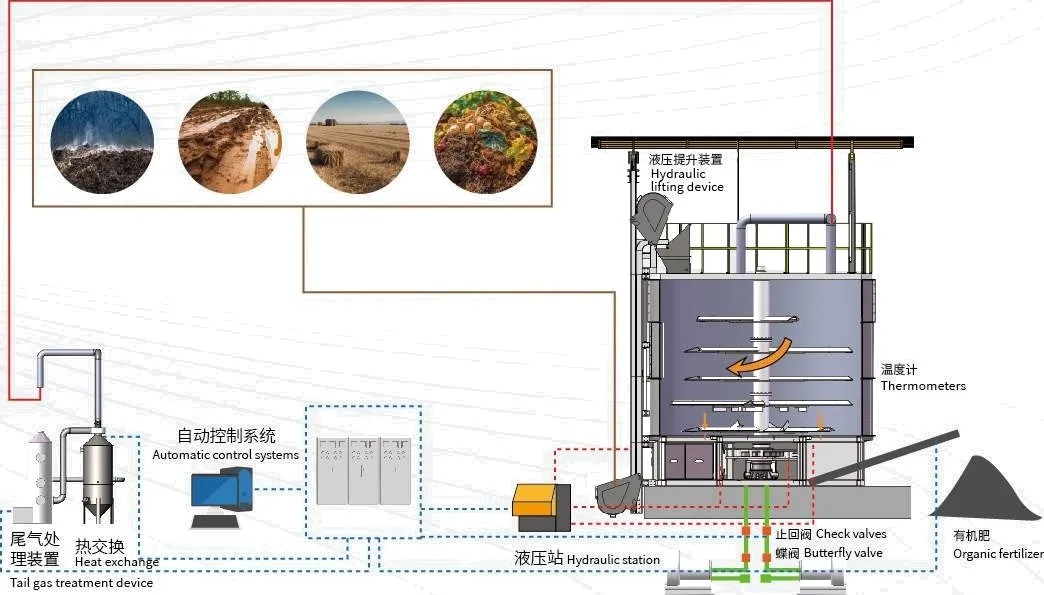
Suitable for harmless treatment of chicken manure, pig manure, and other organic waste.




Since 1998, our group has emerged as a leader in animal husbandry, environmental protection, and biological solutions. Operating state-of-the-art production parks, we set benchmarks in excellence across several industrial sectors: sustainable environmental protection, innovative disinfection solutions, and cutting-edge feed additives.

Our dedicated facility operates over 55,000 square meters with a dynamic team of 120 skilled employees, showcasing a commitment to industrial growth and innovation in organic waste recycling.












