Product Description
Fermentation Tank
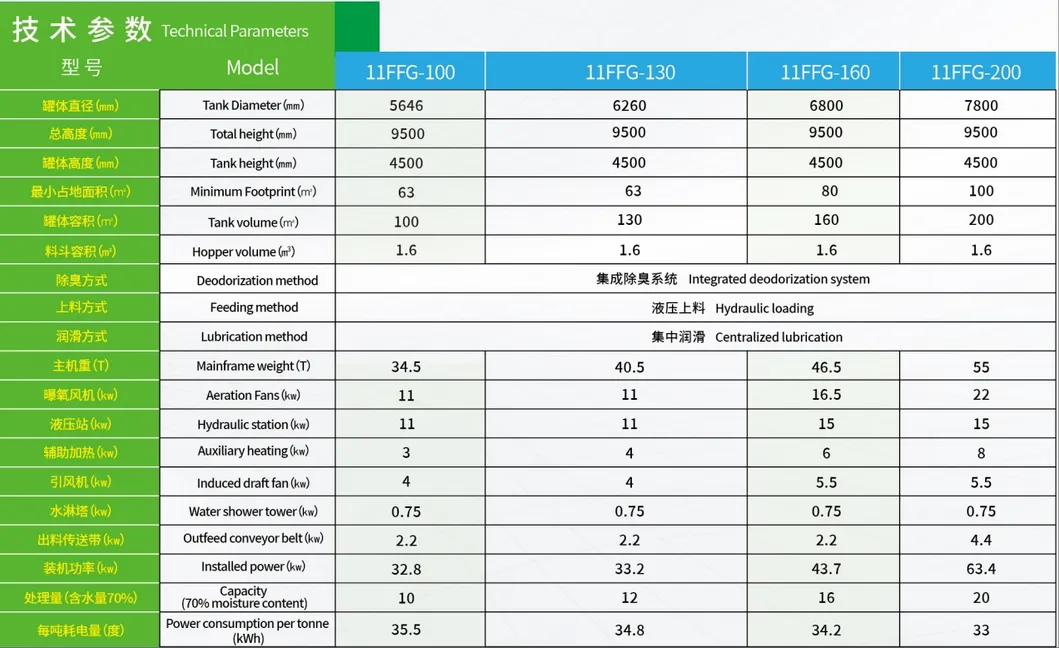
Discover the innovative 2.0 version of our energy-saving fermentation tank, a marvel of modern engineering designed with four cutting-edge energy-saving technologies. Witness a dramatic reduction in energy consumption by 40%! For instance, with manure containing 75% water, our 2.0 version slashes power usage per ton from around 60 degrees to an impressive 35 degrees, compared to the previous 1.0 version. Experience superior efficiency with our advanced biological engineering solutions.

Equipment Introduction
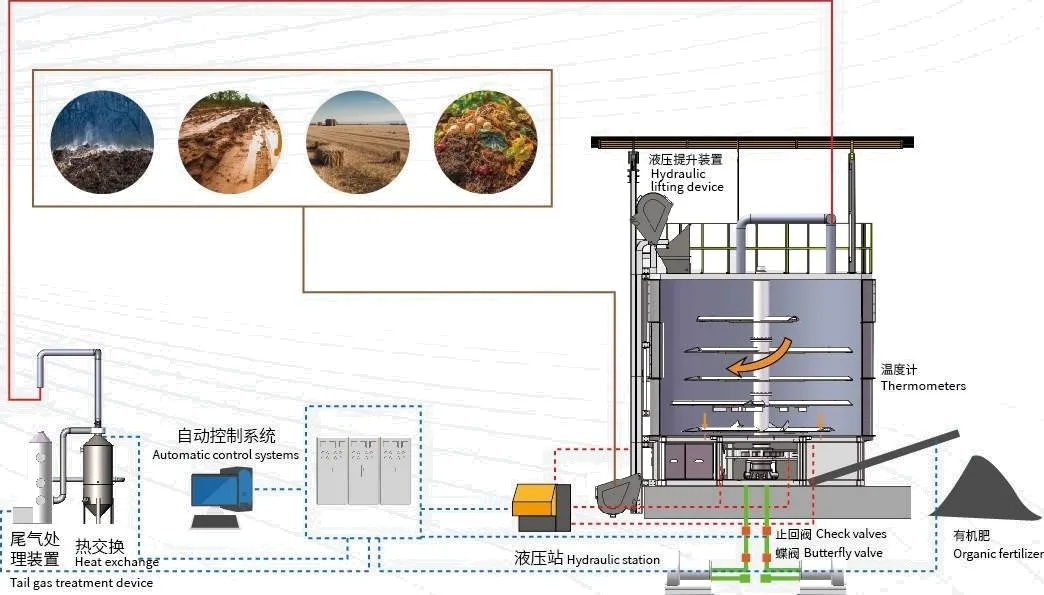
The sophisticated structure of this equipment is thoughtfully divided into three integral parts. The base houses essential components such as hydraulic stations, scroll air pumps, cylinders, heating systems, and mixing shafts. In the middle section, you'll find double-layer insulated tanks adorned with automatic control systems and export devices, all fortified by an inner lining of 304 stainless steel. The middle layer is further enhanced with polyurethane foam for exceptional thermal insulation. The upper section features a wind and rain shed, testing platform, and exhaust facilities.
Process Principle
Immerse yourself in the transformative process of intelligent microorganisms engaged in high-temperature aerobic fermentation within a sealed environment. This method rapidly degrades manure odors and harmful substances, converting them into environmentally-friendly organic matter. The fermentation process reaches temperatures of 65-75°C, effectively eradicating insect eggs and pathogenic bacteria. The resulting high-quality organic fertilizer complies with NY525-2021 standards.
Process Advantages
Low Operating Costs
Harnessing the power of aerobic bacteria high-temperature fermentation technology keeps operational costs low.
Short Fermentation Cycle
Achieve complete resource utilization with a cycle of just about 15 days. Continuous daily input and output.
Standardized Production
Real-time display and recording of process parameters allow for precise control over every stage.
Small Footprint
A single unit requires merely 70-105 square meters of floor space, making it compact yet powerful.
Environmental Compliance
Multilayer filtration biological deodorization ensures gas emissions meet standards.
High Degree of Automation
Equipped with PLC control, a single individual can oversee the entire process effortlessly.
Company Profile
Our group, established in December 1998, is a trailblazer in diverse industries such as animal husbandry, environmental protection, animal health, and biological veterinary drugs. With a focus on innovation, the group also delves into feed additives and diagnostic preparations, offering comprehensive solutions across our state-of-the-art production parks.
Our specialized facility stands as a pillar of excellence, specializing in three cutting-edge industrial sectors: pasture management, environmental protection, and advanced disinfection techniques. We operate within a sprawling 55,000 square meter facility designed to foster growth and innovation, supported by over 120 dedicated professionals.

FAQ
What fields is the high temperature aerobic fermentation tank mainly used in?
The high temperature aerobic fermentation tank can be used for Livestock and poultry manure (pig manure/chicken manure/cow manure) composting, organic waste (straw and garden waste) recycling, municipal sludge, kitchen waste and fruit and vegetable waste.
What information do we need before ordering?
Please advise your requirements for overall treatment process, the material type/quality report, the maximum treatment capacity required for design, and the final product use.
How long is your lead time?
Generally it is 20 days, depending on your specific needs and project scales.
Do you provide OEM service?
Yes, we provide high-quality OEM services and can also provide buyers with customized products.
What other services can you provide?
We provide free technical support at any time and can help you design the complete treatment process for your project.