Product Description
Fermentation Tank 2.0
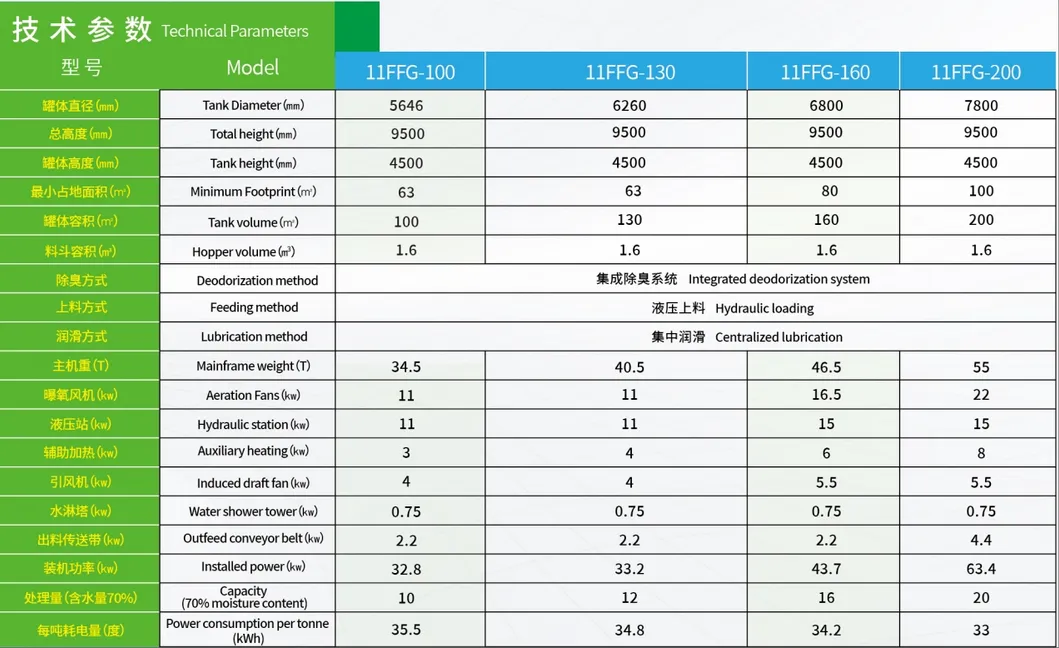
Our innovative energy-saving fermentation tank incorporates four state-of-the-art energy-saving technologies, effectively slashing energy consumption by a remarkable 40%. For instance, when processing manure with a 75% water content, the energy use per ton is impressively reduced from approximately 60 degrees in the 1.0 version to just about 35 degrees, showcasing our commitment to sustainable innovation.
Equipment Introduction
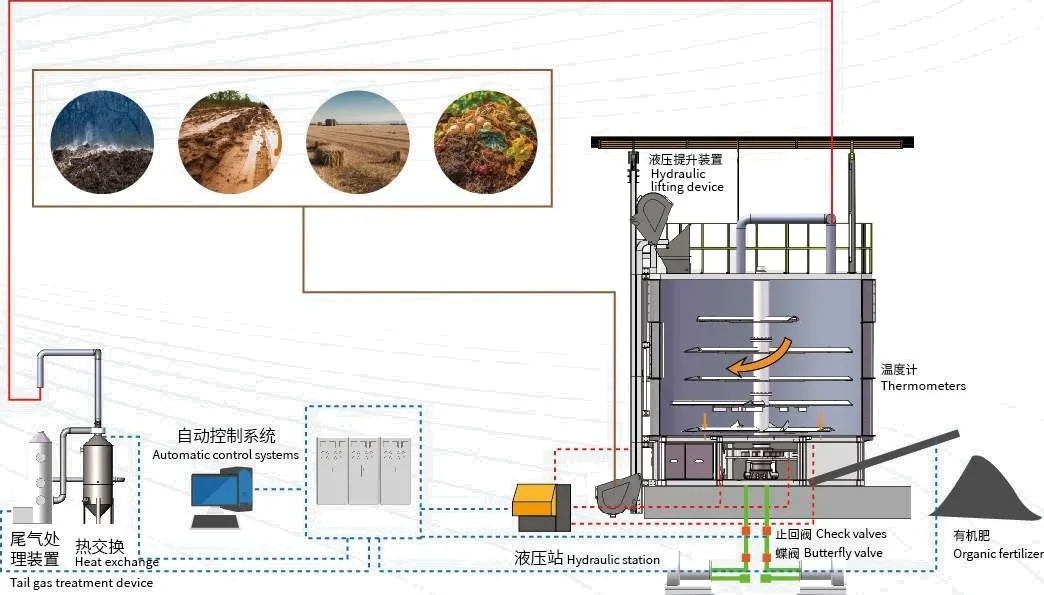
The equipment is expertly engineered into three distinct sections. The lower section houses essential components such as hydraulic stations, scroll air pumps, cylinders, heating systems, and mixing shafts. The centerpiece features double-layer insulated tanks, equipped with automatic control systems, export devices, and an inner wall lined with high-grade 304 stainless steel. The outer wall, crafted from robust thickened steel, acts as a durable support structure. The upper section is designed with a wind and rain shelter, a testing platform, and efficient exhaust facilities.
Process Principle
Inside the closed fermentation warehouse, livestock and poultry manure undergoes a high-temperature aerobic fermentation process facilitated by intelligent microorganisms. This not only rapidly breaks down manure odor and harmful substances but also transforms them into eco-friendly organic matter. During fermentation, temperatures soar to 65-75°C, effectively eliminating insect eggs and pathogenic bacteria, thus ensuring a harmless treatment outcome.
Application
Suitable for the harmless treatment and resource utilization of organic waste such as chicken manure, dry clean pig manure, and similar materials.
Company Profile
Established in December 1998, the Group has been at the forefront of innovation and excellence. With a diverse portfolio spanning animal husbandry, environmental protection, animal health, cutting-edge feed additives, biological veterinary drugs, and state-of-the-art diagnostic preparations. The Group thrives with a dedicated workforce of 120 talented employees, spanning across a sprawling factory area of 55,000 square meters.
Frequently Asked Questions
What fields is the high temperature aerobic fermentation tank mainly used in?
The high temperature aerobic fermentation tank can be used for Livestock and poultry manure (pig manure/chicken manure/cow manure) composting, organic waste (straw and garden waste) recycling, municipal sludge, kitchen waste and fruit and vegetable waste.
What information do we need before ordering?
Please advise your requirements for overall treatment process, provide the material quality report, the max treatment capacity needed for design, and the final product use.
How long is your lead time?
Generally it is 20 days, depending on your specific needs and project scales.
Do you provide OEM service?
Yes, we provide high-quality OEM services and can also provide customized products for buyers.
What other services can you provide?
We provide free technical support at any time and can help you design the entire treatment process for your project.
Is the operation difficult for new users?
No, the equipment uses PLC control technology, allowing a single operator to easily manage the entire process through an automated interface.