




1 / 5
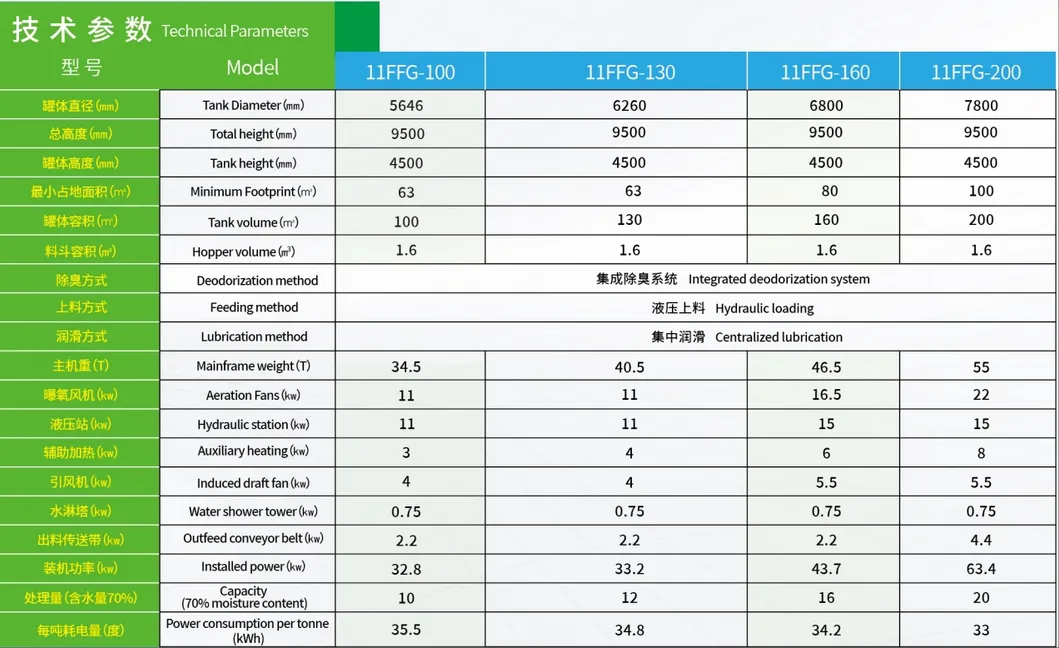
Our state-of-the-art 2.0 Energy-Saving Fermentation Tank utilizes four revolutionary technologies, cutting power consumption by 40%. When processing manure with 75% water content, power consumption per ton drops from 60 kWh to just 35 kWh, achieving unprecedented efficiency.
 Equipment Introduction
Equipment Introduction
Featuring a durable three-part design: The base houses hydraulic stations and air pumps; the middle section consists of double-layer insulated tanks lined with 304 stainless steel and polyurethane foam for thermal insulation. The top includes a protective shed, testing platform, and an integrated exhaust gas filtration and deodorization system.
Process PrincipleEmploys high-temperature aerobic fermentation using intelligent microorganisms. This process decomposes odors and harmful substances into organic matter. Reaching temperatures of 65-75°C, it eradicates pathogens and insect eggs, producing premium organic fertilizer complying with NY52S-2021 standards.
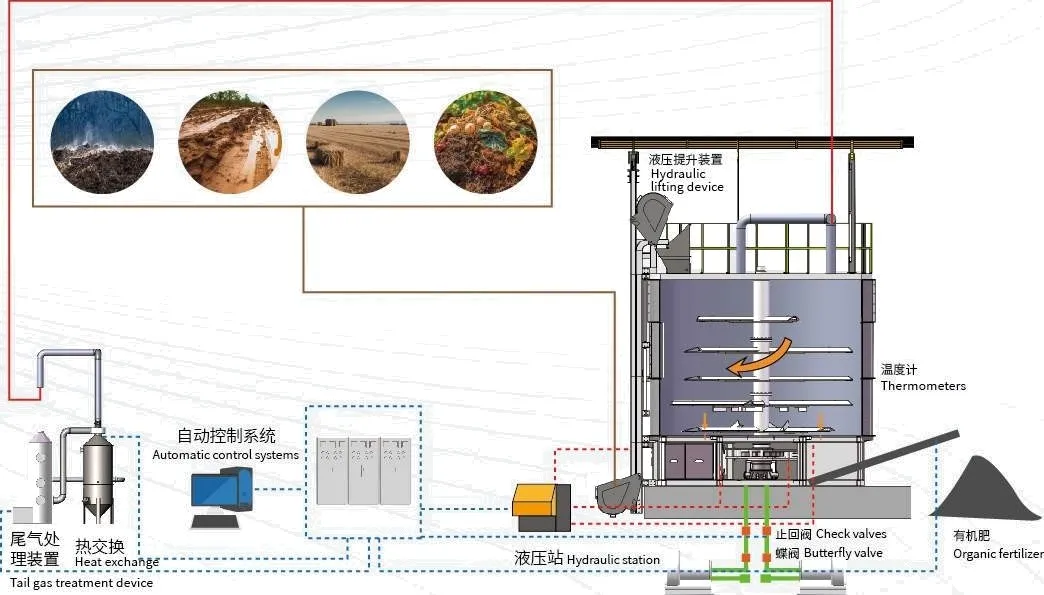
Suitable for the harmless treatment and resource utilization of organic waste such as chicken manure and dry clean pig manure, establishing a new benchmark for sustainable waste management.




Founded in 1998, our group is a leader in animal husbandry, environmental protection, and animal health. We specialize in crafting biological veterinary drugs and pioneering feed solutions with state-of-the-art production facilities. Our team of 120 dedicated employees operates within a sprawling 55,000 square meter factory space, where innovation and quality are driven forward.













