Product Overview
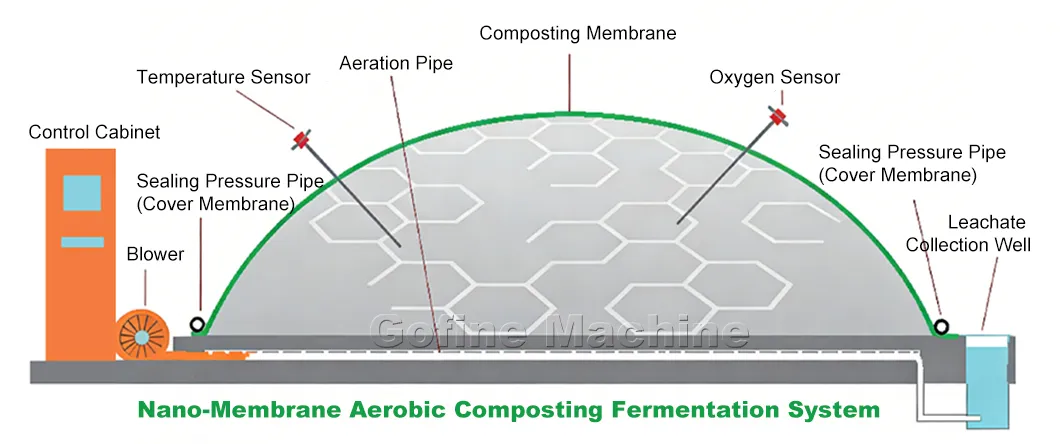
The Membrane-Covered Composting System integrates high-molecular functional membrane technology, intelligent control, and aerobic fermentation. It builds a closed space to precisely regulate pile parameters, converting organic waste into high-quality humus fertilizer in 15-20 days with harmless treatment and zero emission. Cost-effective, efficient, and stable, it's a trusted core equipment for global farms and fertilizer factories.
🌿 Key Features
✔
Zero Odor Emissions: Functional film technology reduces odor emissions by over 95%, preventing leachate pollution and meeting strict environmental standards.
✔
Short Cycle & High Efficiency: Enclosed insulation maintains 55℃-70℃ for 7 days, shortening the cycle to 15-20 days and increasing degradation rates by 30%.
✔
High Nutrient Retention: Traps ammonia gas, increasing fertilizer utilization by 10%-15% compared to traditional composting.
✔
Strong Climate Adaptability: UV-resistant film operates from -30℃ to 40℃, withstanding rain and snow for year-round production.
Working Process
1. Pretreatment: Mix organic materials (livestock manure) with straw/sawdust. Adjust C/N ratio to 25:1-30:1 and moisture to 50%-65%.
2. Pile Building: Build windrows 1.5-2m high. Lay aeration pipes and cover with special functional film.
3. Intelligent Fermentation: Auto-regulate temperature (55℃-70℃) and oxygen (8%-15%) levels.
4. Decomposition: Materials turn dark brown and odorless after 15-20 days, meeting harmless standards.
5. Post-Processing: Decomposed materials undergo screening, granulation, and packaging for direct sales.
Application & Versatility
Suitable for poultry manure, cow dung, municipal sewage sludge, livestock farm waste, sugar mill mud, garden waste, and food processing plant waste.
Why Choose This System?
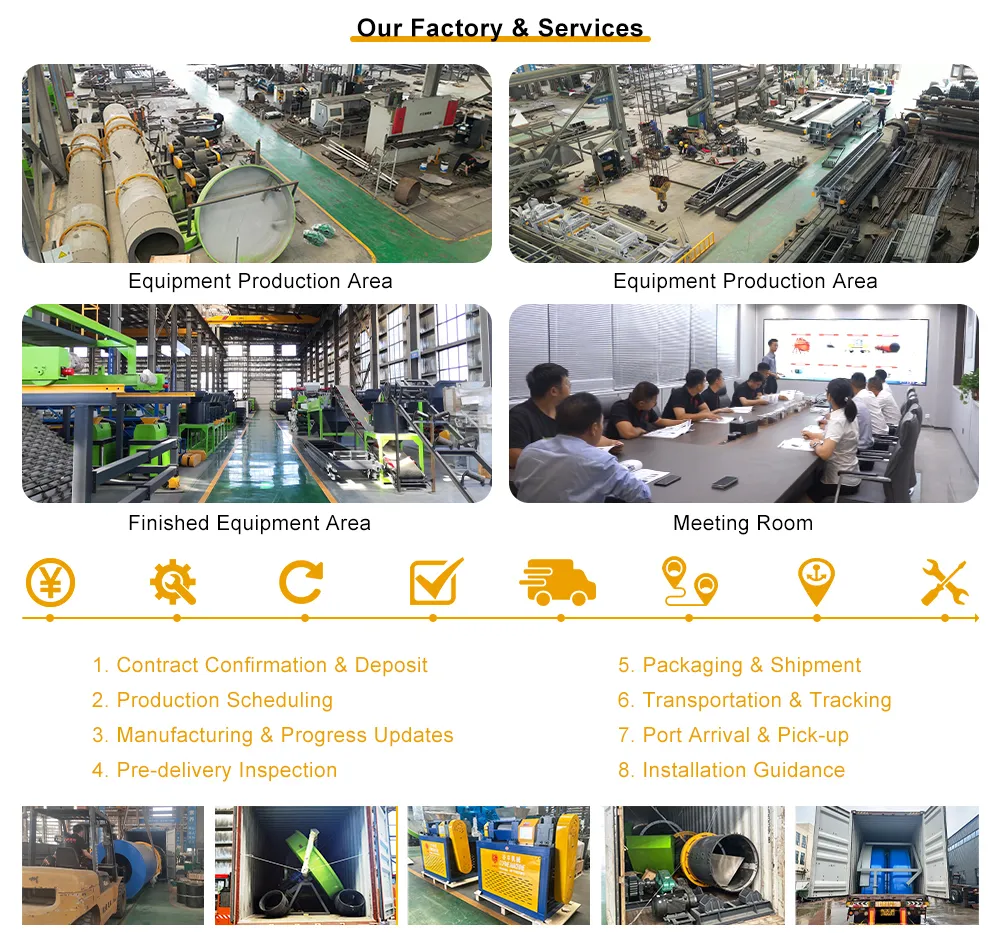
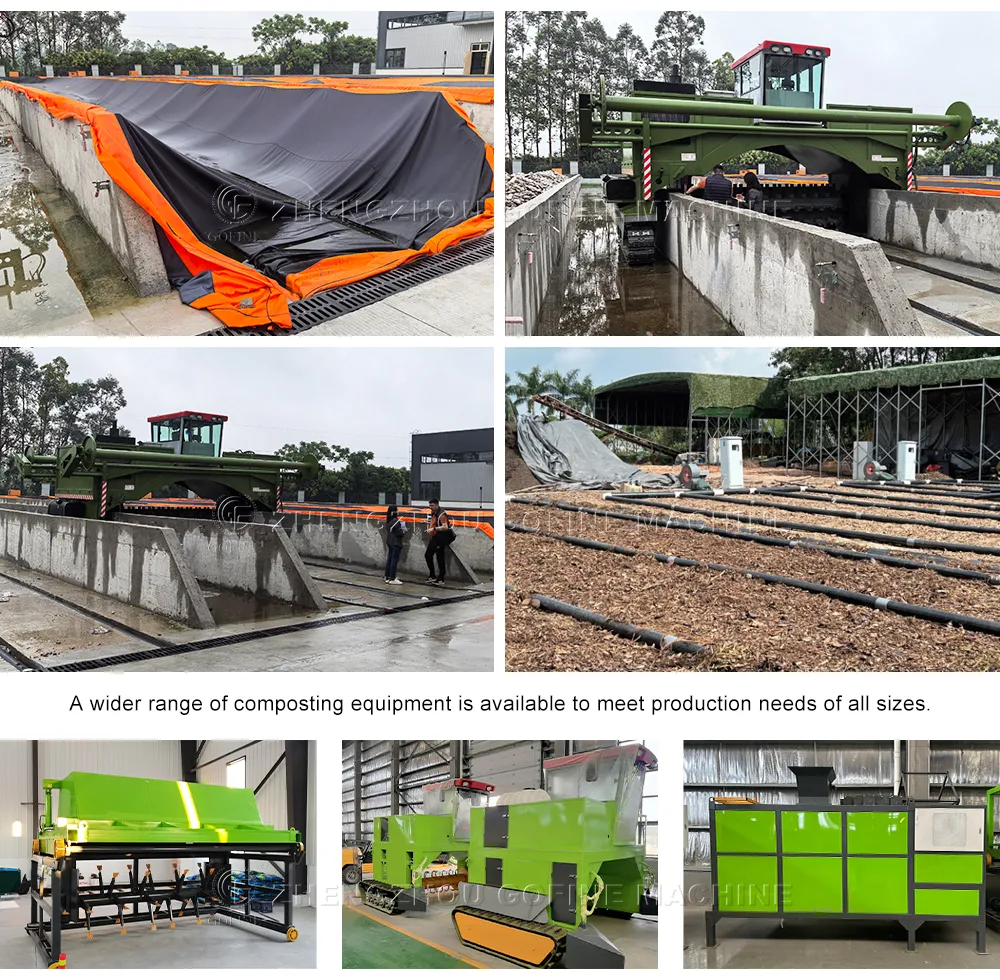
⚙️ Complete Product Line: From conventional systems to automated roll-type machines.
⚙️ Reliable Technology: High-performance composite membranes and intelligent automation.
⚙️ One-Stop Solutions: Tailored integration based on raw material volume and capacity.
⚙️ Cost-Effectiveness: Long equipment lifespan with a quick return on investment.
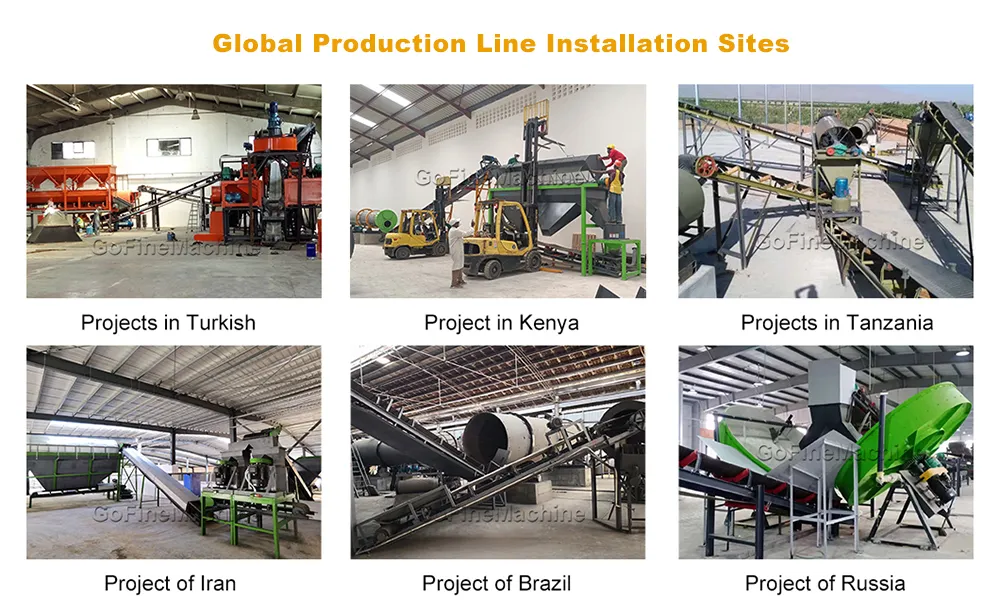
⚙️ Global Support: Comprehensive installation guidance and maintenance support.
Frequently Asked Questions
Which equipment is right for my raw material and goals?
We provide custom solutions. Simply share your raw material type (manure, sludge) and target output, and our experts will design the optimal layout.
What is the total investment cost?
Cost is tailored to your specific capacity, automation level, and product requirements. We provide transparent project proposals and quotes.
How can you prove the machine's reliability?
We invite you to a factory test using your own raw materials to verify performance and see the results firsthand before commitment.
What support is available after purchase?
We provide 24/7 online support and can dispatch engineers to resolve any technical issues to ensure smooth operations.
Do you handle installation and training?
Yes. Engineers provide on-site commissioning and hands-on training for your team to ensure safe and efficient operation from day one.
How do you ensure manufacturing quality?
Every system is built under a strict quality control protocol, ensuring high factory standards and long-term mechanical reliability.