1 / 5
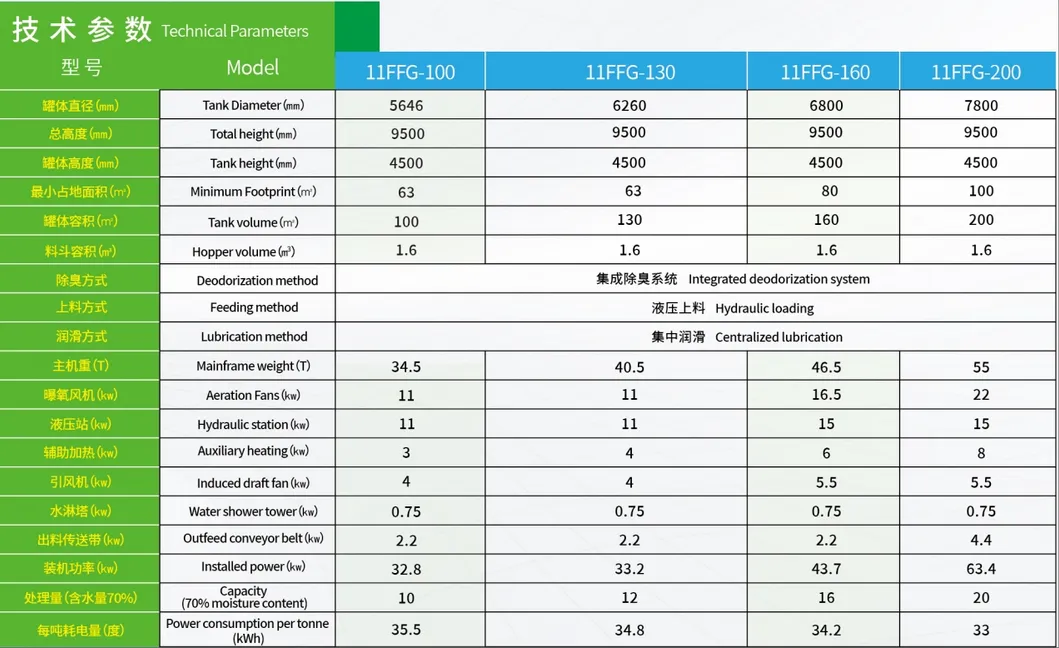
The 2.0 version of the energy-saving fermentation tank utilizes four major energy-saving technologies to achieve effective energy saving of 40%. For manure with a water content of 75%, the power consumption per ton has been significantly reduced from about 60 degrees to about 35 degrees compared to previous versions.
Energy Consumption Reduced by 40%

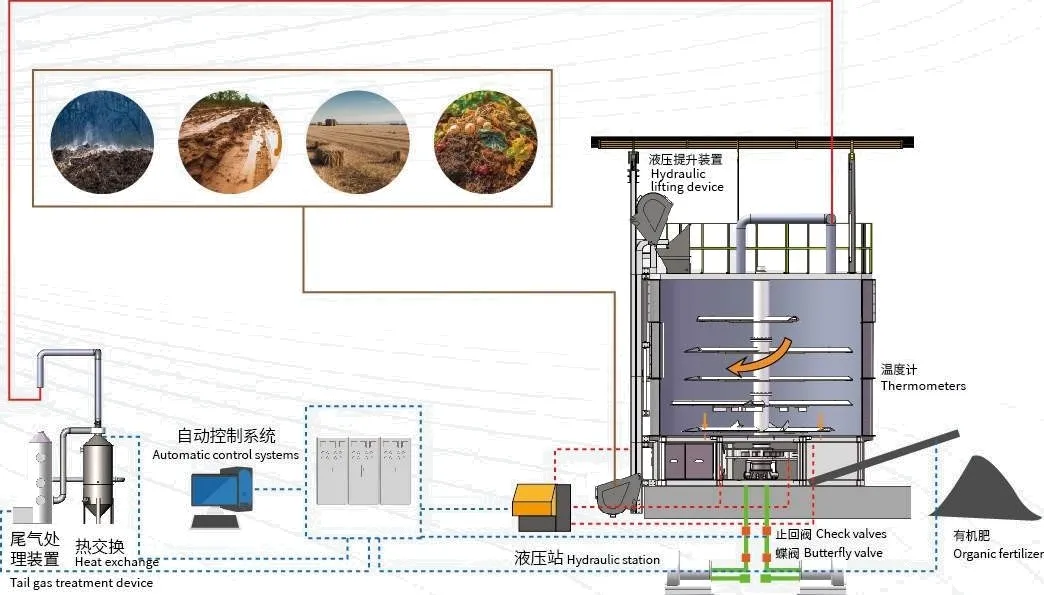
Structure: Divided into base parts (hydraulic stations, air pumps, heating systems), middle insulated tanks (automatic control, 304 stainless steel lining), and upper parts (wind shed, testing platform).
Insulation: Polyurethane foam filled thermal insulation with a thickened steel sheet support to extend service life and reduce residue.
Auxiliaries: Includes automatic bucket elevator, exhaust gas filtering/deodorizing system, and heat exchange system.
Through intelligent microorganisms aerobic fermentation at high temperatures (65-75°C), the equipment rapidly degrades manure odor and harmful substances. This process effectively kills insect eggs and pathogenic bacteria, transforming waste into soil-friendly organic matter that meets standard NY52S-2021.
Suitable for the harmless treatment and resource utilization of organic waste such as chicken manure and dry clean pig manure.