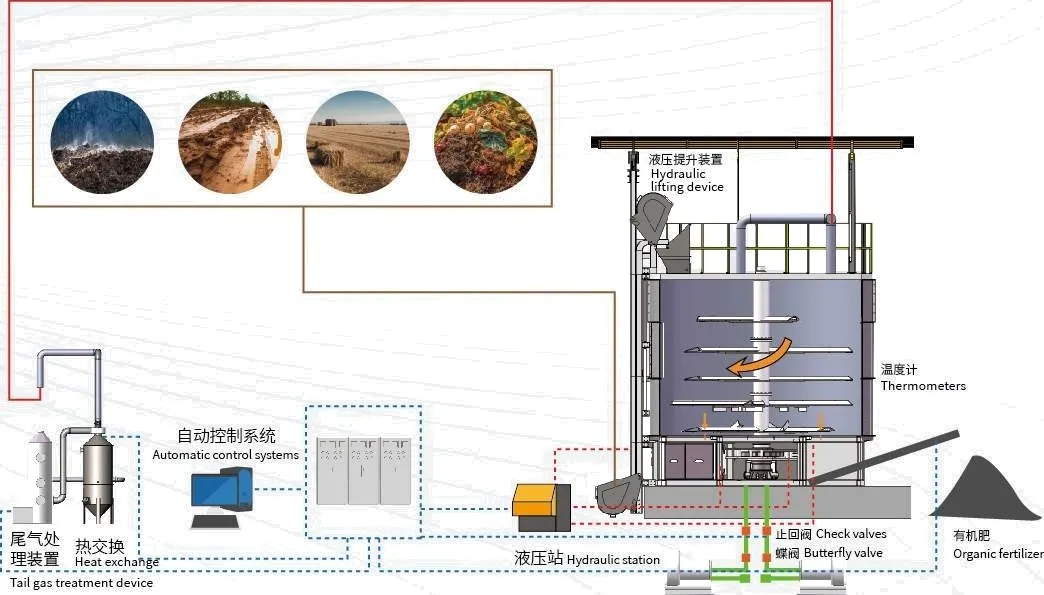
The equipment structure is divided into three functional parts:
- Lower Base: Includes hydraulic stations, scroll air pumps, cylinders, heating systems, and mixing shafts.
- Middle Tank: Features double-layer insulated tanks with 304 stainless steel lining to extend service life and reduce residue. Polyurethane foam provides superior thermal insulation.
- Upper Part: Comprises a wind and rain shed, testing platform, and exhaust facilities.
Attached components include an automatic bucket elevator, exhaust gas filtering/deodorizing system, and heat exchange system.