






The global shift towards sustainable waste mitigation is driving a technological revolution in the biological treatment of organic solids. Modern waste management operators, agricultural conglomerates, and municipality planners are replacing primitive open-windrow structures with engineered in-vessel aerobic fermentation systems and smart automated turner lines. Driven by stringent ESG mandates, methane taxations, and the push for high-value biological fertilizers, organizations now prioritize systems that optimize bio-chemical conversions while ensuring odor containment and operational safety.
Industrial organic waste recycling is no longer just a regulatory compliance checkmark; it is a critical axis of circular agricultural bio-economies. We identify three major shifts forcing B2B procurement leaders to upgrade their engineering specifications:
Chengdu AgBio Energy Co., Ltd. is a professional manufacturer specializing in organic waste composting equipment, food waste recycling systems, and sustainable waste treatment solutions. Established in 2013 and headquartered in Chengdu, Sichuan Province, China, the company is dedicated to helping businesses, agricultural operations, municipalities, and environmental service providers transform organic waste into valuable resources. With a modern manufacturing facility covering more than 16,000 square meters and a team of over 230 employees, AgBio Energy delivers efficient and environmentally responsible waste management technologies to customers around the world.
The company's product portfolio includes organic waste composting machines, food waste treatment systems, aerobic fermentation equipment, agricultural waste recycling solutions, manure composting systems, organic fertilizer production lines, municipal bio-waste treatment equipment, and intelligent composting management systems. These solutions are widely used in farms, food processing facilities, restaurants, hotels, commercial waste treatment centers, agricultural cooperatives, and municipal environmental projects.
AgBio Energy integrates engineering expertise, process optimization, and advanced manufacturing technologies to develop reliable composting and organic waste recycling systems. The company operates modern production workshops, assembly lines, and testing facilities to ensure product quality, operational efficiency, and long-term reliability. Strict quality management procedures are implemented throughout product development, manufacturing, installation, and customer support processes.
In addition to standard equipment, AgBio Energy offers OEM and ODM services, providing customized waste treatment solutions tailored to specific project requirements, processing capacities, and operational environments. The company works closely with environmental organizations, agricultural enterprises, waste management operators, and project contractors worldwide. Committed to innovation, sustainability, and resource recovery, Chengdu AgBio Energy Co., Ltd. continues to support global efforts toward circular economy development, landfill reduction, and environmentally responsible organic waste management through advanced composting and recycling technologies.






Achieving stable high-rate biodegradation requires careful regulation of biological, mechanical, and thermodynamics parameters. As a leading manufacturer of large-capacity organic recycling units, Chengdu AgBio Energy Co., Ltd. incorporates high-level automated technology to support balanced processing cycles. Our systems are engineered to manage parameters across three primary phases:
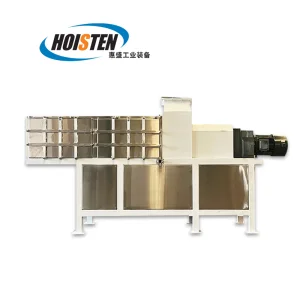
Raw waste inputs are processed through integrated shredders and mechanical dewatering systems to reduce moisture content from >80% down to the optimal 50%–60% range, setting up the material for efficient composting.
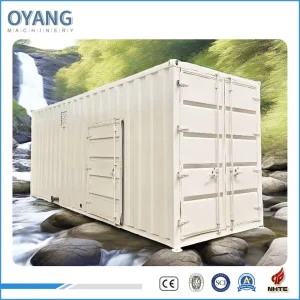
Closed in-vessel aerobic reactors use automated oxygen inject and thermal monitoring loops to raise core heat to 55°C–65°C, destroying pathogens while supporting helpful actinobacteria.
Dynamic turner systems turn the composting mass to release CO2, regulate temperature, and support humification, converting complex polymers into rich, stable soil nutrients.
The stabilized organic materials are screened and processed through automated granulation lines, creating easy-to-use biological organic fertilizer products.
Deploying heavy industrial machinery overseas requires strict attention to national electrical codes, environmental emission guidelines, and mechanical design safety. Chengdu AgBio Energy Co., Ltd. manages international logistics, compliance certification, and system commissioning to simplify the integration process for B2B buyers.
Every aerobic vessel and automatic turner system undergoes mechanical stress testing, hydraulic pressure calibration, and control-loop simulation before leaving our facility.







Our in-vessel aerobic fermentation machines typically stabilize agricultural and animal waste within 7 to 10 days. The thermophilic phase (55°C–65°C) is reached within 24 to 48 hours. This temperature is maintained for at least 72 hours to comply with international pathogen destruction regulations.
Every closed composting system uses a negative-pressure exhaust layout. This design pulls process gases through an integrated condensation and water-washing column, followed by biofiltration or chemical scrubbers to remove ammonia, volatile organic compounds, and hydrogen sulfide before discharge.
Yes, we provide full ODM engineering services. Our teams construct power controls configured for 220V, 380V, 415V, or 480V at 50Hz/60Hz, using industrial components certified to CE, UL, or CSA standards depending on your local regulations.
The ideal initial moisture level is between 50% and 60%. If materials are too wet (such as raw kitchen waste or liquid manure), they must be blended with structural bulking agents (like sawdust, straw, or woodchips) or processed through our dewatering press systems prior to fermentation.
