1 / 5
Energy-saving Fermentation Tank 2.0
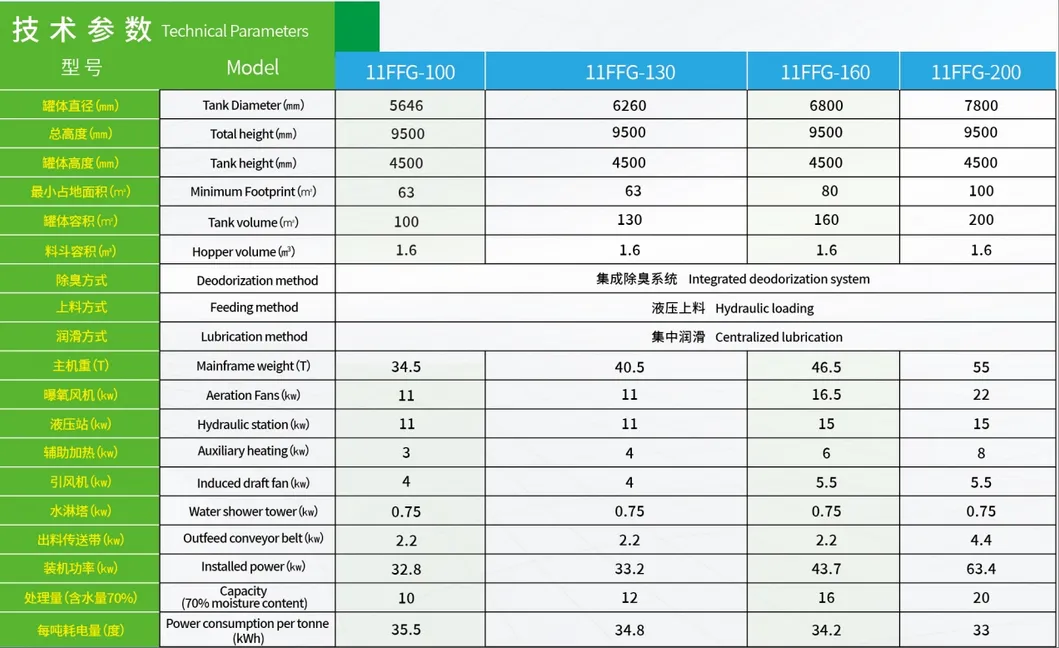
The 2.0 version of the energy-saving fermentation tank utilizes four major energy-saving technologies to achieve an effective energy saving of 40%. For manure with a 75% water content, power consumption per ton is reduced from 60 degrees to approximately 35 degrees compared to previous versions.

Equipment Introduction:
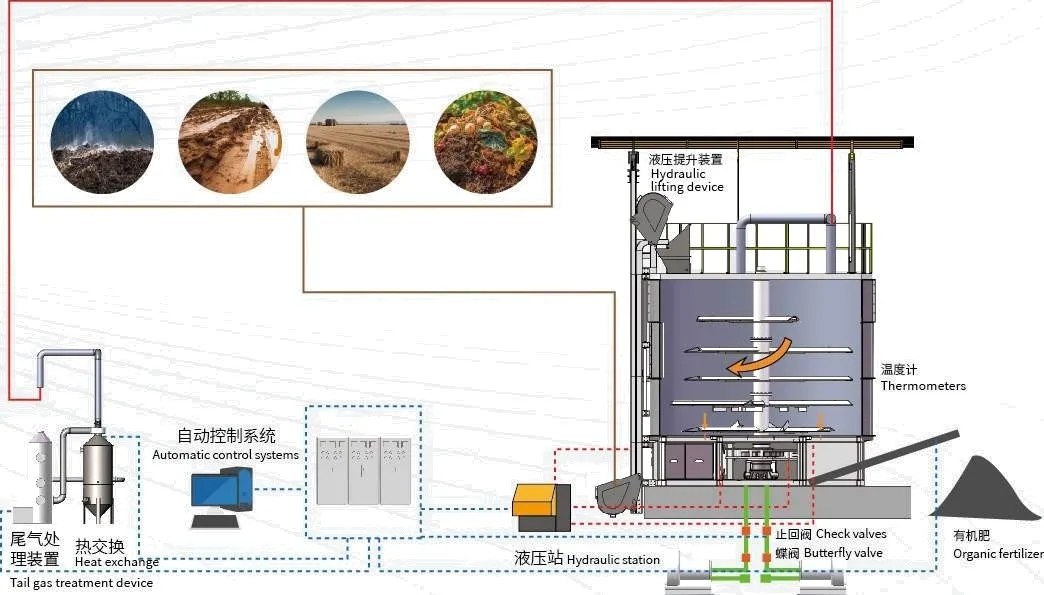
The structure is divided into three parts: the lower base (hydraulic stations, scroll air pumps, heating systems, mixing shafts); the middle double-layer insulated tank with 304 stainless steel lining and polyurethane foam insulation; and the upper part featuring wind/rain protection, testing platforms, and exhaust facilities. Includes automatic bucket elevator and deodorizing systems.
Process Principle:
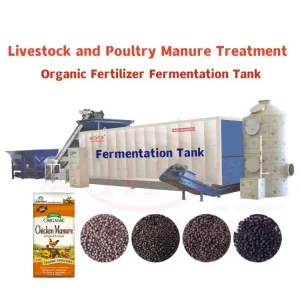
Livestock manure undergoes intelligent aerobic fermentation at high temperatures (65-75°C) in a closed warehouse. This rapidly degrades odors and harmful substances into soil-friendly organic matter while killing insect eggs and pathogenic bacteria. The final product meets high-quality organic fertilizer standards.
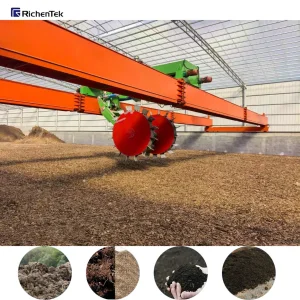
Suitable for harmless treatment of organic waste including chicken manure, pig manure, sludge, kitchen waste, and solid-liquid separation materials.




Operating three major production parks across diverse regions, focusing on animal husbandry, environmental protection, and biological feed industries. The facility covers 55,000 square meters.