1 / 5
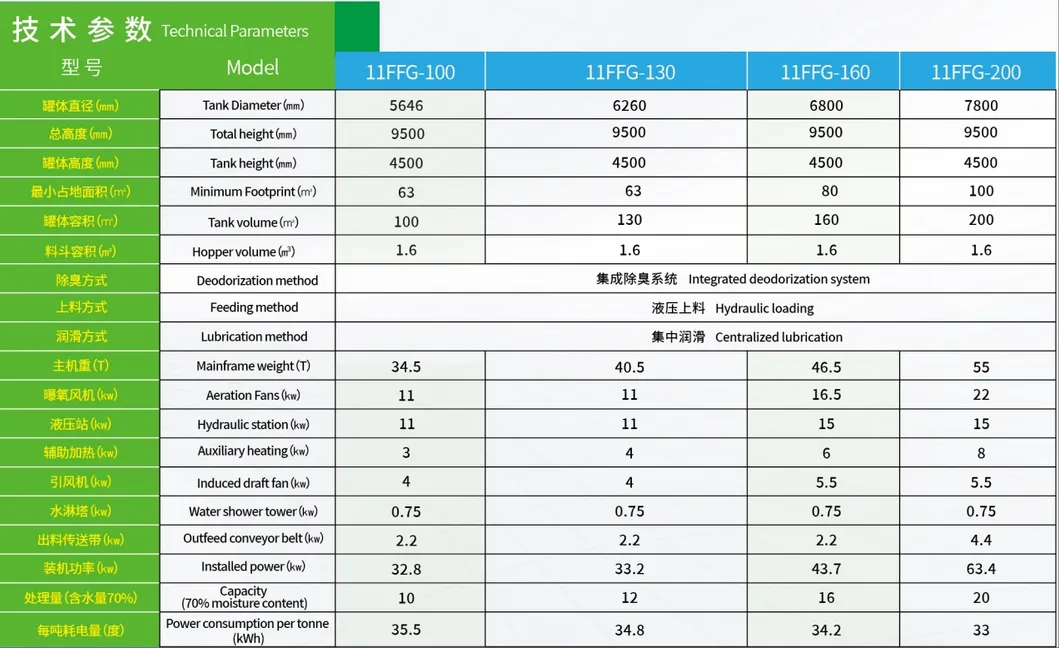
Discover the breakthrough capabilities of our 2.0 energy-saving fermentation tank, boasting four cutting-edge energy-saving technologies that deliver a remarkable 40% increase in efficiency. For instance, when processing manure with a 75% water content, the energy consumption per ton in our 2.0 model is impressively lowered from approximately 60 kilowatt-hours to about 35 kilowatt-hours.

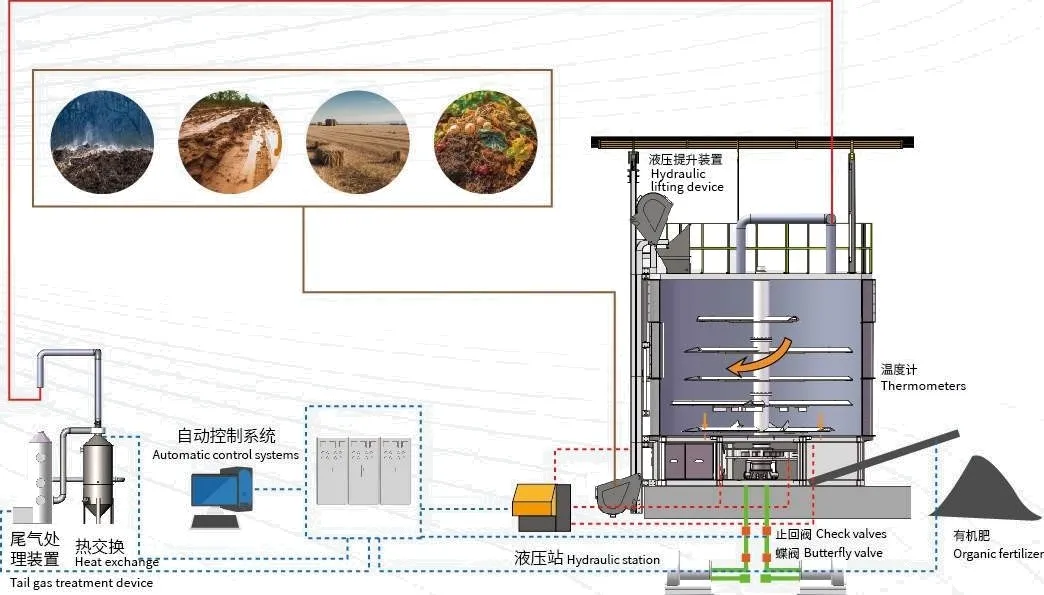
The equipment is segmented into three primary components: the foundational base housing hydraulic stations, scroll air pumps, and heating systems; the central section composed of double-layer insulated tanks with 304 stainless steel lining; and the upper section featuring wind/rain shields and exhaust facilities. The core is enveloped by polyurethane foam for advanced thermal insulation.
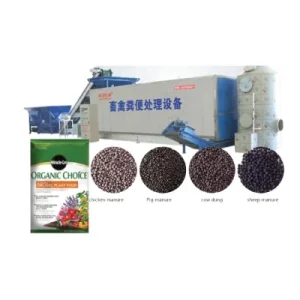
Intelligent microorganisms perform aerobic fermentation at elevated temperatures (65-75°C), swiftly neutralizing foul odors and harmful entities. This process transforms waste into safe, high-quality organic fertilizer adhering to NY52S-2021 standards.
Harnessing aerobic bacterial high-temperature fermentation technology curtails operational expenditures.
The cycle is condensed to 15 days, allowing for daily manure input and fertilizer output.
Real-time data monitoring and PLC control enable precise control over each stage.
Each unit demands a mere 70-105 square meters of floor space, contingent on model.
Biological deodorization equipment ensures emissions meet regulatory standards.
Suitable for the harmless treatment and resource utilization of organic waste including chicken manure, dry clean pig manure, solid-liquid separation sludge, and kitchen waste.




Founded in December 1998, our group is a pioneering leader in multiple dynamic industries including animal husbandry, environmental protection, animal health, and innovative feed solutions. We specialize in the development of cutting-edge feed additives, biological veterinary drugs, and diagnostic preparations.
Our innovative powerhouse is dedicated to advancing pasture management, environmental protection solutions, and disinfection technologies. We operate with a skilled team of 120 employees and a state-of-the-art facility sprawling over 55,000 square meters.