Overview & Basic Info
Usage
Poultry Farms, Chicken Manure
Certification
ISO9001:2008, CE
Automation
Fully Automatic
Fermentation Cycle
7-10 days
Product Description
Energy-Saving Fermentation Tank 2.0
Developed with four major energy-saving technologies to achieve an effective energy saving of 40%. For manure with 75% water content, power consumption is reduced from 60 degrees to approximately 35 degrees per ton compared to previous versions.
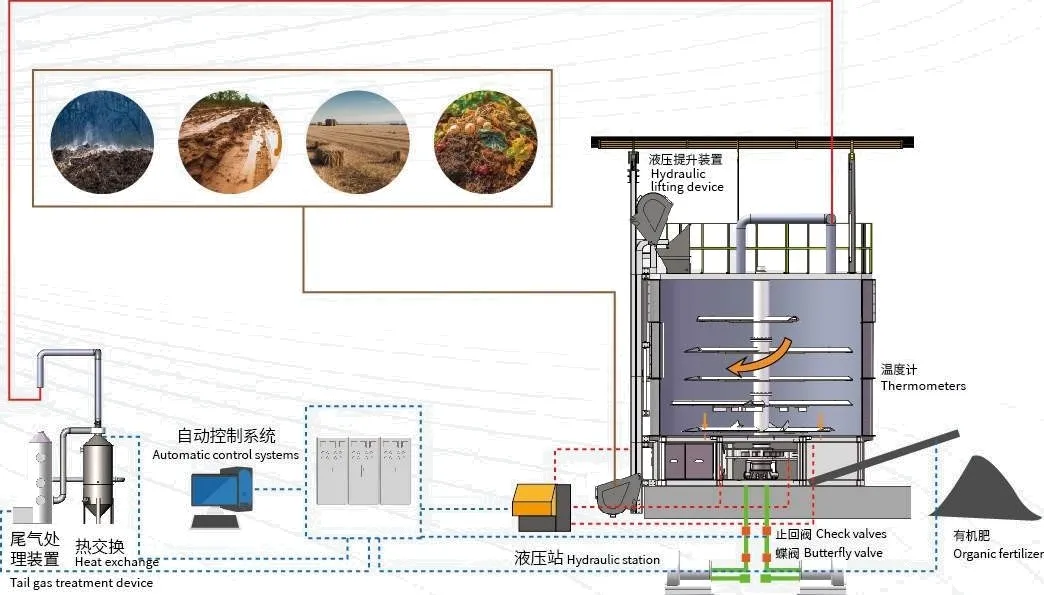
Equipment Introduction:
Divided into three functional parts:
• Lower Base: Hydraulic stations, scroll air pumps, heating systems, and mixing shafts.
• Middle Tank: Double-layer insulated tank with 304 stainless steel lining and polyurethane foam insulation for extended life and heat retention.
• Upper Part: Wind and rain shed, testing platform, and exhaust facilities.
Process Principle & Advantages
Process Principle:
Aerobic fermentation at high temperatures (65-75°C) rapidly degrades manure odor and harmful substances. This process effectively kills insect eggs and pathogenic bacteria, transforming waste into high-quality organic fertilizer meeting NY52S-2021 standards.
Low operating costsUtilizes aerobic bacteria high-temperature fermentation technology for short-cycle treatment.
Short fermentation cycleRealizes resource utilization in approx 15 days; supports daily manure input and fertilizer output.
Standardized productionReal-time recording of process parameters for accurate control and standardization.
Small footprintRequires only 70-105 square meters of floor space depending on the specific model.
Environmental complianceMulti-layer biological deodorization filtering ensures gas discharge meets standards without secondary pollution.
High degree of automationPLC control allows a single person to manage the entire fermentation treatment process.
Applications
Suitable for the harmless treatment and resource utilization of organic waste such as chicken manure, dry clean pig manure, solid-liquid separation solids, sludge, and kitchen waste.
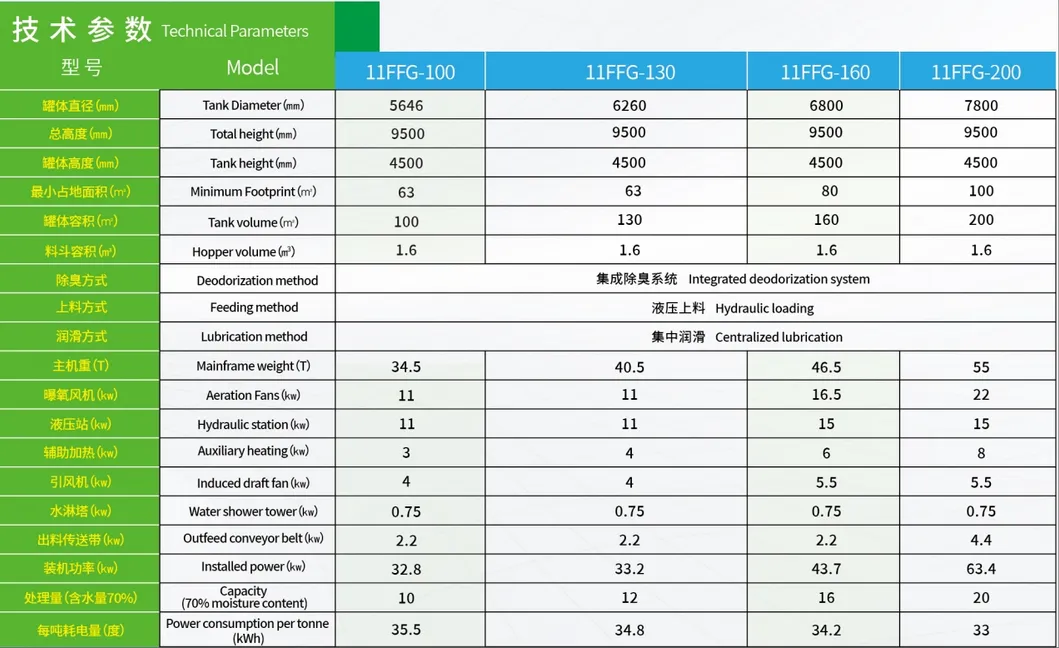
Product Parameters & Main Series

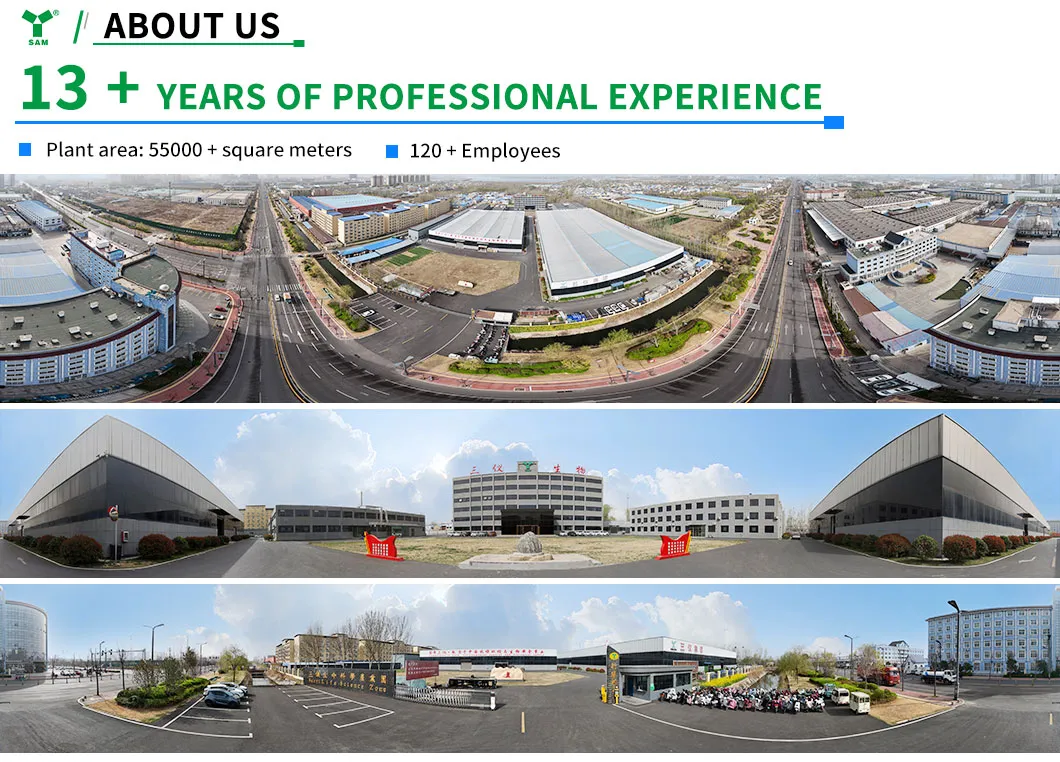
Facilities & Global Presence
The production facility covers 55,000 square meters and focuses on three major industrial sectors: pasture environmental protection, pasture disinfection, and new feed additives, with a dedicated team of over 120 employees.
Exhibitions & Certifications
Packaging & Shipping

Frequently Asked Questions
What fields is the high temperature aerobic fermentation tank mainly used in?
It is primarily used for livestock and poultry manure (pig/chicken/cow) composting, organic waste recycling (straw/garden waste), municipal sludge, and kitchen/fruit/vegetable waste.
What information is needed before ordering?
We require your treatment process requirements, material quality reports (type of waste), maximum required treatment capacity, and the intended use of the final product.
How long is the typical lead time?
Generally, the lead time is approximately 20 days, depending on project scale and specific customization needs.
Do you provide customized or OEM services?
Yes, we provide high-quality OEM services and can customize product specifications to meet specific buyer requirements.
What temperature is reached during fermentation?
The temperature typically reaches between 65-75°C, which is sufficient to kill insect eggs and pathogenic bacteria.
What is the energy saving benefit of the 2.0 version?
The 2.0 energy-saving version reduces power consumption by approximately 40% compared to the 1.0 version, lowering usage from 60kWh to about 35kWh per ton of processed manure.